
針刺機
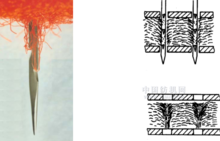
針刺機概述:針刺機利用具有三角形或其他形狀的截面,且在棱邊上帶有刺鉤的刺針對纖維網反覆進行穿刺。由交叉成網或氣流成網機下機的纖網,在餵入針刺機時十分蓬鬆,只是由纖維與纖維之間的抱合力而產生一定的強力,但強力很差,當多枚刺針刺入纖網時,刺針上的刺鉤就會帶動纖網表面及次表面的纖維,由纖網的平面方向向纖網的垂直方向運動,使纖維產生上下移位,而產生上下移位的纖維對纖網就產生一定擠壓,使纖網中纖維靠攏而被壓縮。當刺針達到一定的深度後,刺針開始回升,由於刺鉤順向的緣故,產生 移位的纖維脫離刺鉤而以幾乎垂狀態留在纖網中,猶如許多的纖維束“銷釘”釘入了纖網,從而使纖網產生的壓縮不能恢復,如果在每平方厘米的纖網上經數十或上百次的反覆穿刺,就把相當數量纖維束刺入了纖網,纖網內纖維與纖維之間的摩擦力加大,纖網強度升高,密度加大,纖網形成了具有一定強力、密度、彈性等性能的非織造品。
工藝特點
 針刺機
針刺機1.適合各種纖維,機械纏結後不影響纖維原有特徵。
2.纖維之間柔性纏結,具有較好的尺寸穩定性和彈性。
3.用於造紙毛毯大大提高壽命。
4.良好的通透性和過濾性能。
5.毛圈型產品手感豐滿。
6.無污染,邊料可回收利用。
7.可根據要求製造各種幾何圖案或立體成型產品。
用途
針刺非織造材料的主要套用有地毯、裝飾用氈、運動墊、褥墊、家具墊、鞋帽用呢、肩墊、合成革基布、塗層底布、熨燙用墊、傷口敷料、人造血管、熱導管套、過濾材料、土工織物、造紙毛毯、油氈基布、隔音隔熱材料以及車用裝飾材料等。
 針刺機
針刺機目前,針刺機在高溫過濾產品的運用比較多。高溫過濾產品的高性能纖維主要有玻璃纖維、Nomex纖維、P84纖維、PPS纖維、PETT纖維。由於前幾種纖維自身的特性,使用範圍受到了一定影響。玻璃纖維
比較脆,Nomex纖維耐氧化性差,P84纖維易水解老化,PPS纖維使用溫度較低。而PETT纖維耐化學腐蝕、耐高溫,能在各種惡劣環境下使用並取得較好的效果,也比其他纖維製成的濾料有更長的使用壽命。
雖然PETT具有良好的耐溫和耐化學腐蝕性能,但價格昂貴且過濾效率相對其它纖維製成濾料沒有優勢。為此,有些企業在其中加入適量的超細玻璃纖維,既不影響耐溫性能,又能提高濾料的過濾效率和降低率料價格,也擴大了適用範圍和延長使用壽命。
組成部分
 針刺機
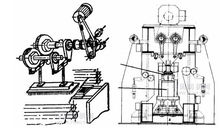
針刺機1. 針刺機主要由機架,送網機構、針刺機構、牽拉機構、花紋機構、傳動機構等組成,其中花紋機構僅
花紋針刺機具有。 (其中最重要的是針刺機構)
工藝形式
預刺、主刺、花紋針刺、環式針刺和管式針刺等。(其中預刺和主刺是最普遍的。)
主刺加固工藝過程
主刺是將經過預針刺的纖網進行針刺以增加針刺密度。
(1) 主要特點
剝網板與托網板之間的距離較小;
針刺頻率較高;
針刺動程較小;
針板植針密度較大,刺針較短。
(2) 主針刺工藝有多種形式
按針板數多少,有單針板、雙針板和多針板。
按針刺方向,有單向針刺和對刺,對刺又可分為異位對刺和同位對刺及交替針刺和同時針刺。
 針刺機
針刺機上刺;下刺;
一個針刺區;
兩個針刺區。
(3) 針板運動方向
針板運動方向通常垂直於纖網,但也有向上或向下斜刺。斜刺可提高針刺深度,如60°斜刺比垂直針刺深度提高13%,所得產品有較大的強力,較低的斷裂伸長,較大的密度和較小的透氣性,還可改善尺寸穩定性。
常用的傾斜角度有45°、60°、75°。
針板
 針刺機
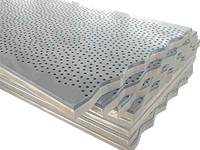
針刺機由於針刺機種類繁多,功能結構各異。所以針刺機的針板之間有很大差異。
(1)材質有木針板、橡塑針板、環氧樹脂針板、銅針板、鎂合金針板、鋁鎂合金針板、鋰鎂合金針板等。
(2)針眼排列也有很大的不同,一般分為人字形、雙人字形、雜亂形等。需要根據用途制定合理的排針順序。
用針
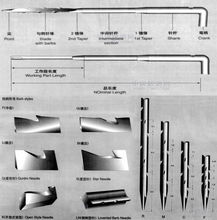
針刺機的針由帶有彎頭的針柄、針腰(有的無針腰)、針葉和針尖四部分組成,其中針葉為刺針的工作段,是刺針的主要區段。
(1) 針尖形狀可以有許多變化,如標準型針尖、尖銳型針尖、微球型針尖、球型針尖、鈍球型針尖、極球型針尖等。
 針刺機
針刺機(2) 鉤刺的結構也可以有許多變化。根據鉤刺的結構可將鉤刺分為標準鉤刺、圓角鉤刺、無突鉤刺、中突鉤刺若干種。
(3) 針柄彎頭的相對彎曲方向也可以有幾種變化。
(4) 針葉的截面形狀有圓形、三角形、正方形、菱形等。
(5) 刺針的幾何尺寸是表達刺針規格的重要參數。刺針針葉、針腰和針柄的粗細分別以針葉號、針腰號和針柄號表示,號越大,表示越細。生產中經常提到的是針葉號(有時簡稱針號),普通刺針針葉號的大小與針葉截面三角形的高相對應。
(6) 鉤刺的排列各有不同,一般分為標準型(RB)、中等型(MB)、加密型(CB)等。
鋼針與針板是近乎靜配合的。鋼針的直徑和長度,排列的形式和各項規格參數均依用途而定。
增強針刺非織造材料性能的途徑
一、混入高收縮纖維
纖網中混入高收縮纖維,如聚氯乙烯纖維,針刺後經熱空氣、水蒸汽或熱水的處理,可提高針刺非織造材料的密度。 o
根據產品密度要求,纖網中高收縮纖維的含量可有很大的變化。如纖網中高收縮纖維的含量為80%,熱處理後收縮率可達到50%。
該方法可提高針刺非織造材料的密度,減輕表面針刺痕跡,耐多次彎曲性好,耐起層性好,適合於作合成革基布。但由於熱處理時高收縮纖維因結構變化失去大部分強力,因而產品強度和尺寸的穩定性不足。
二、混入熱粘結纖維
纖網中混入熱粘結纖維,針刺後經熱軋處理,可改善針刺非織造材料的強度和尺寸穩定性,但非織造材料的硬性增加,耐多次彎曲性能下降。 o
該方法通常不能獨立用作針刺非織造材料的增強,只能對鋪設基布的針刺非織造材料進行附加增強。
纖網中不混入熱粘結纖維,針刺後經熱軋處理,可燙平並粘結纖維毛羽,改善針刺非織造材料的表面質量,用作塗層基布時,可減少塗層量。
三、鋪設基布
鋪設輕薄基布,可大大提高非織造材料的初始彈性模量,但對提高斷裂強力幫助不大。鋪設高強度的厚重型基布,可大大提高非織造材料的斷裂強力,但必須注意刺針對基布的損傷。
研究表明,當針刺深度為13mm,針刺密度為200刺/cm2,單棱鉤刺針按縱向位置排列,針刺後基布的縱向強力剩餘90%,橫向強力剩餘28%;單棱鉤刺針按橫向位置排列,針刺後基布的縱向強力剩餘10%,橫向強力剩餘90%。合理設定刺針鉤刺的排列角度,可兼顧針刺後基布的縱橫向剩餘強力。如設定單棱鉤刺針鉤刺棱邊與纖網送進方向夾角40°,可使針刺後基布的縱橫向強力均剩餘50%左右。
不同結構刺針及其排列角度對機織基布經緯線的作用。
現狀
紡織工業是我國國民經濟的傳統支柱產業和重要的民生產業,也是國際競爭優勢明顯的產業。紡織機械工業是為紡織工業提供技術裝備的產業,是國家裝備製造業的重要組成部分,對增強紡織工業國際競爭力,提升紡織工業技術裝備水平,最佳化紡織工業產業結構調整具有十分重要的意義。目前,我國紡織機械產品門類齊全,主要包括:化纖機械、紡紗機械、織造機械、針織機械、染整機械和非織造布機械等。
2006~2007年,紡織機械全行業呈平穩增長態勢,進出口總額同比增長都保持在20%以上。2008年受金融危機影響較大,主要經濟指標同比都有較大幅度下滑,2008年1~12月累計工業總產值527.27億元,同比下降6.12%;2008年進出口總額53.97億美元,同比下降15.78%。2006~2008年,在國家的大力支持、行業的積極推進和企業的不懈努力下,通過對以下10項新型重大裝備為代表的紡織機械產品的自主研發和產業化,我國紡織機械新產品不斷湧現,製造水平、產品質量和生產效率進一步提升,國產紡織機械市場占有率不斷提高。
 針刺機
針刺機從國內展出的展品可以看到,我國非織造布機械製造企業的技術水平有了較大的提升,縮短了與國外先進水平的差距。目前,我國已能生產大部分非織造布生產用的單機和生產線,如針刺法、紡粘法、水刺法、熔噴法、漿粕氣流成網法、熱粘合法、化學粘合法等設備,並能全套提供丙綸熱軋生產線、滌綸針刺生產線、滌綸熱軋、針刺生產線,還研製出了SMS紡熔複合生產線和雙組分紡粘複合生產線。牽伸形式有整塊噴絲板負壓牽伸、小噴絲板正壓牽伸、小噴絲板正壓管式牽伸等。國產水刺法生產線最大幅寬達到3.5米;水刺機有一輥筒式、二輥筒式、三輥筒式和平台式;其中先進的水壓密封水刺頭、90%透孔率的蜂巢式抽吸輥筒、蜂巢式圓網結構的熱風穿透烘燥機等已接近國際先進水平。我國針刺機基本上已形成系列,但都是傳統的垂直針刺方式,屬通用型針刺機,機器幅寬最大為10.5米,最大針刺頻率1800次/秒。
標準不改發展難
針刺法非織造布產品的標準缺口大、修訂滯後等標準化問題同樣受到生產套用各方的重視。一方面,產品生產者往往注重產品一般性能,使用紡織行業起草的有關推薦性國家標準或行業標準;而產品使用者往往注重的是產品工程性能,使用的是相關行業規範,矛盾較大。
專家也指出,產業用紡織品涉及了安全、衛生、環保等領域,按照標準化法應該制定強制性標準,但現有的強制性標準卻較少,因此也影響了標準各項指標要求難以統一,執行力度也受到影響。
另外,標準體系沒有與國際接軌。鑒於我國產業用紡織品行業歸口管理力度不夠,沒有密切關注和專門研究國際和國外先進產業用紡織品標準的機構,對相關標準信息的收集、匯總、分析採用不夠,造成指標要求和檢測方法與國際標準制定不一致。這種不接軌直接導致了出口企業生產供貨時要么被動接受客戶要求,要么加大對外商指定測試和產品認證,企業自身的產品設計和開發均陷於盲目。山東纖檢局劉永貴舉例,GB/T17639-2008標準引用了20個標準,其中只有5個標準等效、1個標準修改了國際標準,竟沒有一個等同採用國際標準的。上海出入境檢驗檢疫局吳雄英也提到,他從實際工作中對比,我國和ISO現行的針刺法非織造產品方法標準對照很多沒有對應標準。
產業用紡織品用途不一,本身具有其他紡織品所沒有的陌生和複雜性,對產業用紡織品有關環節的所有人員包括專家在內都是一種考驗。即使像土工合成材料和醫用紡織品類標準有一些,仍不能復蓋全部產品,制約了行業發展。因此,業界的共識是,充分調動發揮各級產業用紡織品協會的積極性和作用,加快產業用紡織品標準的制定與修訂,共同推動國針刺機產業的標準化工作規範運行。
基地
瀋陽龍運機械設備製造廠成立於1995年是東北最早生產絎縫機的專業廠家,集開發、生產、銷售為一體的高新技術科技型企業。以科學管理造就高素質的員工隊伍,完善的體系保證產品質量,自建廠以來憑著“以質取信、以誠取勝、以人為本”的三個原則,為客戶提供過硬的產品質量、優質的售後服務以滿足不同客戶不同的要求。不僅在國內有完整的銷售網路,還出口多個國家。經眾多用戶使用證明,產品質量可靠、性能穩定、操作方便、值得信賴。
