
定義
 過盈配合
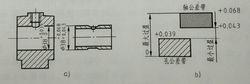
過盈配合過盈是指孔的尺寸減去相配合的軸的尺寸之差為負。過盈配合是指具有過盈(包括最小過盈等於零)的配合。此時,孔的公差帶在軸的公差帶之下。孔的各個方向上的尺寸減去相配合的軸的各個方向上的尺寸所得的代數差,此差為負時是過盈配合。
過盈配合特點
該結構簡單,同軸性好,能承受較大的軸向力、扭矩及動載荷。但對配合表面的加工精度要求較高,裝配不方便。
過盈配合裝配方法
壓裝配合
常溫下的壓裝配合,適用於過盈量較小的幾種靜配合,它的操作方便簡單,動作迅速,是最常用的一種方法。根據施力方式不同,壓裝配合分為錘擊法和壓入法兩種,錘擊法主要用於配合面要求較低,長度較短,採用過渡配合的聯接件;壓入法加力均勻,方向好控制,生產效率高,主要用於過盈配合。較小過盈量配合的小尺寸聯接件可用螺鏇式或槓桿式壓入工具壓入,大過盈量用壓力機壓入。
熱裝配和
熱裝配合,熱裝的基本原理是:通過加熱包容件(孔),使其直徑膨脹增大到一定數值,再將配合的被包容件(軸)自由地送入孔中,孔冷卻後,軸就被緊緊地拋住,其間產生很大的聯接強度,達到壓配配合的要求。
冷裝配合
冷裝配合,當套件太大壓入的零件太小時,採用加熱套件不方便,甚至無法加熱;或有些套件不推加熱時,則可採用把被低壓入的零件冷溫冷卻使其尺寸縮小,然後迅速將此零件裝入到套件中去,這種方祛叫冷裝配合。
過盈配合連線
過盈配合連線是利用兩個被連線件本身的過盈配合來實現的連線,根據過盈量的大小可做成可拆連線,也可做成不可拆連線。配合面通常為圓柱面,有時也為圓錐面。裝配後,包容件和被包容件的徑向變形使配合面間產生很大的壓力。工作時,靠壓緊力產生的摩擦力來傳遞載荷。
配合狀態
最松狀態
孔的最大極限尺寸減軸的最小極限尺寸所得的差值為最小過盈Ymin,是孔、軸配合的最松狀態。
最緊狀態
孔的最小極限尺寸減軸的最大極限尺寸所得的差值為最大過盈Ymax ,是孔、軸配合的最緊狀態。
通俗解釋
在機械加工和製造過程中,二個或二個以上零件的配合狀態粗略可分為滑動配合、過渡配合和緊配合等許多等級,過盈配合屬於緊配合中的一種,也就是說相配對的軸徑(鍵寬)要大於孔徑(鍵槽),必須採用特殊工具擠壓進去,或利用熱脹冷縮的特性,將孔(鍵槽)加熱,趁孔徑擴大,迅速套到軸上,待冷卻收縮後二個零件就緊緊配合成一體了。過盈多少,在加工圖紙上都有詳細說明。如果碰到有些零件不能採取加熱,也可將軸(鍵)放在乾冰里冷卻,效果一樣。
