
造紙機

造紙機
簡介
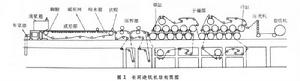
將符合造紙要求的紙漿水懸浮體經濾網脫水成形、機械擠壓脫水和乾燥等過程而抄製成紙的機器。造紙機包括完成以上工藝過程的成形、壓榨、烘乾 3個主要部分,並配有必要的整飾、卷取及傳動裝置,以及供漿、漿料及白水循環、真空、通風排氣、損紙處理和潤滑、自控等輔助系統。造紙機的規格常以其所抄造的成紙幅寬(簡稱抄寬)、銅網幅寬和優選的工作車速來表示。現代大型造紙機的抄寬可達11m,工作車速達1000m/min以上,日產紙量達數百噸,整台機械的重量達千噸以上,長達百餘米。在一般開發中國家以及一些特種紙的生產中使用較多的為小型造紙機,其抄寬1~3m,工作車速每分鐘幾十米至200米。
歷史沿革
1798年法國人N.L.羅伯爾首次提出造紙機的構思,並取得政府的專利權,但他並未製成機器。英國人S.&H.福德里尼爾兄弟購得這項專利權後,交由B.唐金改進設計並試製,1803年成功地製作出第一台能抄紙的長網造紙機,又稱福德里尼爾紙機。圓網成形器是英國人J.迪金森於1809年發明的。1820年T.B.克蘭普頓首先用火加熱鐵板圓筒烘紙,直到1872年傑克遜發明了用虹吸管排除冷凝水的蒸汽加熱烘缸。1828年寒丁發明了壓輥。1863年賀立歐克 (Holyoke)紙廠發明了五輥超級壓光機。前後用了近百年的時間逐步完善了圓網和長網紙機的機型。現代所有造紙機基本上屬於這兩個機型的範疇。
分類
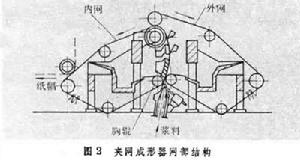
習慣上按所採用的紙頁成形器類型將紙機分成長網、圓網、夾網及長圓網混合等機型;也有依其主要產品品種而分成新聞紙機、文化用紙紙機、電容器紙紙機;或按產紙厚薄分為薄型紙機、紙板機和常規紙機。
結構
造紙機
成形部
造紙機
壓榨部
對成形後的濕紙頁以加壓的方式進一步脫水。它由輥面硬和軟的兩個輥子,如石輥和膠輥相配組成一組壓榨。壓榨部由同形式或不同形式的壓榨組組成,其中在習慣上還包括真空吸移裝置。壓榨時,以適當規格的毛布承托紙頁,它可以勻布加壓壓力並帶走部分被壓榨擠壓出來的水分,並可增強加壓的壓力,提高壓榨脫水能力。低速紙機多採用20~60kN/m的線壓力,高速紙機採用高達210kN/m線壓力,當採用高衝量壓榨時,如濕抄機壓榨可高達350kN/m線壓力;將包膠輥製成真空壓輥、溝紋壓輥、襯網壓輥、盲孔壓輥等,以更有效地將壓榨水帶離壓區,這些都是50年代以來採用提高壓榨脫水效率的新技術。之後又採用複式壓榨結構形成封閉引紙。它由二組或三組壓榨合併組成,由真空吸移輥將濕紙從成形網上剝離,用毛布承托送入複合壓榨,以後紙頁在各壓輥間傳遞,從而消除了過去紙頁在壓榨之間受著自重等因素的牽引作用造成斷頭的現象。80年代以來,出現了寬壓區壓榨技術,強韌的橡膠帶或膠輥,在強力受壓時變形,從而有著高達750kN/m線壓力和較寬的接觸面,有著明顯延長的脫水時間而大大提高了壓榨脫水能力,在高速紙機上效果更為突出。現在出壓榨的紙頁乾度可以從過去的30~37%提高到43~45%,有的甚至達到50%。紙頁接觸光滑的硬輥面的次數或是粗糙膠面的次數以及各面的脫水量的多少,都會影響紙頁的表面質量。處理合理則可以明顯減少紙頁兩面平滑度的差異,反之也可以造成兩面平滑度差異增大。
乾燥部
由齒輪傳動或由毛布帶動若干個烘缸為一組,若干組烘缸構成乾燥部。各組烘缸的線速度可以分別調整,保持各組烘缸之間微量速差以補償紙頁在乾燥過程中的收縮。出乾燥部的紙頁乾度一般在92~94%左右。在乾燥部末端,一般配有冷缸,使水氣能在冷缸面上凝聚。冷凝水可以濕潤紙頁表面以利於在整飾中得到較佳的表面平滑度。烘缸直徑以1.5m的效果最好。單面光紙可以通過採用高硬度、高光潔度缸面的大直徑烘缸而得到較高的單面光澤度,大直徑烘缸直徑一般採用3~7.5m。
表面整飾部
用多工序處理以取得良好的表面質量。大多數紙在紙機後都經過機械壓光機壓光,使紙面平整一致。機械壓光機由若干個冷鑄鐵輥製成,以各輥子的自重或另加壓將紙面壓平。若需要更高表面平滑度則要用超級壓光機壓光。它一般由紙粕輥和冷鑄鐵輥相間排列組成。根據使用要求不同,一些品種要經表面施膠來改進表面質量;有的要經過表面塗布,以改進外觀質量或印刷質量。表面施膠、塗布可以用成紙在紙機外通過施膠機及塗布機進行加工,也可以將施膠機及塗布設備組合在紙機內進行機內加工。
傳動系統
將紙機各部位聯接同步運轉,使機械電氣構成一體。由機械減速裝置、調速穩速裝置、分部傳動裝置等構成,均採用電力為動力源。
白水系統
是對紙機成形部脫水的回收、處理和回用系統。包括白水的收集、輸送、過濾或沉澱、氣浮等設備,以分離回收纖維及填料復用,以及將清淨的白水在造紙工藝過程中循環利用的整個系統。
輔助系統
由與紙機配套的電氣系統、真空系統、潤滑系統、車間給排汽系統、損紙處理、壓縮空氣系統、供汽供水排水系統等所組成。
參考書目
華南工學院等合編:《製漿造紙機械與設備》,下冊,輕工業出版社,北京,1981。
馬伯龍:《造紙機──原理結構與設計》,輕工業出版社,北京,1982。
分類
造紙機作為造紙設備的一種,有長網多缸造紙機,圓網造紙機等,根據紙產品的不同使用的造紙機類別也不同。
紙加工機械的範疇:
面巾紙機
餐巾紙機
衛生紙復卷機
盤紙分切機
迷你紙巾機
帶鋸切紙機
擦手紙機
手帕紙機
盤紙分切機
抽取紙機
新聞紙機
瓦楞紙機
複印紙機
銅版紙機
白卡紙機
