
輥縫測量儀裝置
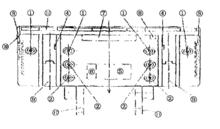 圖1 輥縫測量儀本體示意圖
圖1 輥縫測量儀本體示意圖由紅外線遙控器(Data Shuttle )、輥縫測量儀本體(RCDB ) ,Laptop計算機、台式計算機、彩色噴墨印表機、校正/貯存架等組成。輥縫測量儀本體示意圖見圖1。
圖中,1一開口度測量感測器;2一輥子磨損測量感測器;3-弧度測量感測器;4-輥子轉動感測器;5一內置計算機(控制/數據儲存);6-蓄電池;7一氣動液壓夾緊裝置;8一紅外線數據傳輸裝置;9一導向板(彈性壓板);10一連線插頭;11一引錠桿鏈節;12一噴水測量感測器。
輥縫測量儀測量原理
輥縫測量(開口度測量)
 輥縫測量原理
輥縫測量原理輥縫的測量是通過輥縫測量感測器來 實現的。每一個輥縫測量感測器是一個安裝在不鏽鋼測量頭內的密閉單元(圖2)。當感測器頭被壓下時,感測器的輸出電壓與位移量成比例地線性變化,一般為0~6 V。利用輥縫儀對扇形段開口進行測量時(圖3),安裝在輥縫儀兩側(即內弧而和外弧而)的輥縫測量感測器在一對夾輥的作用下向內收縮,感測器會根據其表而壓頭的收縮量形成相應的輸出電壓,然後通過計算機將電壓值轉換成可以識別的實際輥縫數值。
輥轉動情況的測量
輥道的自轉與否以及自轉的難易程度,是鑑別輥道潤滑情況好壞的一個重要標準,因此對輥道自轉情況的測量十分必要。輥縫儀中設計的輥轉動感測器就是用來檢測連鑄機中夾輥轉動的自由程度,因為不可能獲得絕對的測量值,輥轉動感測器的讀數只能作為輥轉動程度的一種指示值。
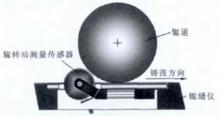 圖4 輥轉動測量原理
圖4 輥轉動測量原理輥轉動系統的測量原理是通過與連鑄機夾輥接觸測量輥轉動的角度來決定的,該角度取決於測量輥與夾輥接觸表而速度差。在實際測量過程中,輥縫儀以恆定速度拉過連鑄機,因而測量輥的表而速度也為此恆定速度(圖4)。當連鑄機的夾輥自由轉動,則它們的旋轉速度與輥縫儀的運動速度相同,表而速度差為零,測量輥不應產生很大的轉動。當連鑄機夾輥不能自由轉動,則其輥道表而速度將為零,輥縫儀表而速度和夾輥表而速度將有速度差,這將引起測量輥轉動。測量輥的外圓周上有許多孔,當這些孔在近位開關下通過時,將產生1和0的電脈衝信號。輥縫儀內部計算機將記錄這些脈衝,當測量輥離開被測量的夾輥時,計算機將脈衝總數儲存起來。這一脈衝總數將與給定直徑夾輥的最大脈衝數的理論值對比,對比結果將以0(在輥縫儀的作用下,夾輥完全自由轉動)到100%(在輥縫儀的作用下,夾輥完全滯死)為刻度的圖形給出。
二冷水噴水效率的測量
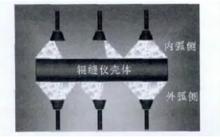 圖5 二冷水模擬冷卻效果
圖5 二冷水模擬冷卻效果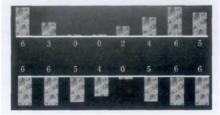 圖6 輥縫儀反饋二冷水結果
圖6 輥縫儀反饋二冷水結果二冷水系統噴水狀況通過噴水測量感測器來測量。噴水測量感測器由12 V經過調製的電源供電,其內部有測量膜,當二冷水噴射在測量膜上時(圖5),測量膜會根據接收到水量和流速大小,將信號轉換成一個0(沒有接收到噴水)到7 V(最大噴水)的電壓值(圖6),經過信號濾波,將電壓值反饋到模擬卡的輸入端,形成二冷水噴水情況圖。
外弧輥對中的測量
 圖7 角度儀及測量板的安裝
圖7 角度儀及測量板的安裝外弧輥對中測量是通過角度儀來實現的。在輥縫儀中,首先將角度測量感測器安裝在角度測量板上,然後將角度測量板通過彈簧安裝在輥縫儀上(圖7)。在測量過程中,當角度測量板搭在相鄰的兩個夾輥上並處於穩定的狀態時,位於夾輥左右兩側的角度感測器分別對相鄰兩個夾輥連線與水平線所成的角度進行測量,而且在一定的時間內反覆多次測量。然後,輥縫儀對測得的角度數據進行分析處理,確定出一個精確的角度值並儲存在輥縫儀內部計算機內,供用戶分析比較。
典型測量圖形及分析
開口度劇烈變化
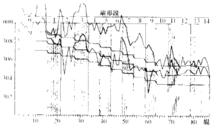 圖8 開口度劇烈變化的典型測量圖形
圖8 開口度劇烈變化的典型測量圖形輥列開口度劇烈變化,可能存在以下情況,典型測量圖形見圖8。
(1) 輥列開口度調整不當,個別扇形段開口度設定有誤,如同時存在存在250mm與300mm兩種開口度;
(2) 扇形段記憶體在異物,如氧化鐵皮堆積及脫落的蓋板等;
(3) 輥子斷裂及軸承損壞等。
開口度呈鋸齒形
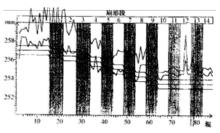 圖9 開口度呈鋸齒形的典型測量圖形
圖9 開口度呈鋸齒形的典型測量圖形開口度呈鋸齒形可能是由於感測器問隔地接觸到輥子中間軸承座而引起,由於軸承座比輥面低,造成其開日度比前後輥的開口度大,通過分析輥列布置圖即可查明原因。典型測量圖形見圖9。
弧度震盪
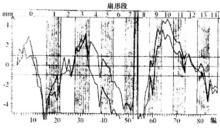 圖10 弧度震盪的典型測量圖形
圖10 弧度震盪的典型測量圖形弧度震盪可能由於以下情況引起,典型測量圖形見圖10。
(1) 測量起始位置不正確;
(2) QC台姿勢不正確;
(3) 扇形段內有異物;
(4) 引錠桿跑偏。
弧度消失
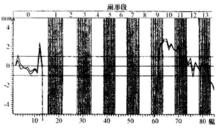 圖11 弧度消失的典型測量圖形
圖11 弧度消失的典型測量圖形弧度消失可能由於以下情況引起,典型測量圖形見圖11。
(1) 弧度感測器損壞;
(2) 扇形段弧度超出測量顯示範圍。
導致輥縫儀測量誤差的因素分析
輥縫測量感測器觸頭磨損
由於輥縫測量感測器在測量輥縫的過程中直接與夾輥接觸,雖然其觸頭經過淬火等加工工藝處理,表而硬度較高,在長期與夾輥的接觸過程中,容易磨損。特別是當夾輥潤滑情況不良,無法在輥縫儀的作用下自轉時,輥縫測量感測器觸頭的磨損就更為嚴重。當觸頭頂端磨平或磨損時,感測器就需要伸出更多才能與夾輥接觸,這樣測量的輥縫值就比實際輥縫值要大,從而產生了輥縫測量誤差。
輥道邊部結垢嚴重
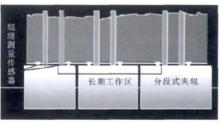 圖12 分段式夾輥輥縫測量示意圖
圖12 分段式夾輥輥縫測量示意圖輥縫儀上沿寬度方向布置有6個輥縫感測器,用來測量外弧輥對接與水平直線偏離的狀況(圖12),其中最外側兩個輥縫測量感測器的距離為2000mm,因此輥縫儀可以測量中心2000 mm區域內的外弧輥對接情況。但是在實際工作過程中,由於鑄坯斷而寬度可調範圍較大(最小為1700 mm,最大為2 150 mm),而且最常見的鑄坯斷而為1900mm,這樣在澆鑄一段時間後,在夾輥中心1900 mm以外的兩端區域就會形成水垢,在測量過程中,水垢導致最外側兩個輥縫測量感測器實際伸長量減小,進而導致其測量的輥縫值比輥道實際輥縫值要大,造成輥縫測量誤差。此外,水垢分布不均勻也導致外弧板角度測量誤差,進而造成外弧輥對中誤差。
角度儀安裝彈簧變形
角度測量板是通過彈簧安裝在輥縫儀上(圖7)。當測量夾輥角度時,測量板與夾輥接觸並發生位移,彈簧拉長,當測量板離開夾輥時,彈簧的回覆力使角度板回復到平衡位置。在角度儀測量過程中,由於某一根彈簧長期受壓,另一根彈簧長期受拉,久而久之導致測量板的平衡位置與理論位置出現偏差,進而導致角度測量產生偏差。
