
介紹
軋後冷卻控制是根據工藝要求對帶鋼的卷取溫度、中間溫度超快冷出口溫度、冷卻速度以及冷卻路徑進行控制,其控制精度直接影響到產品的質量和性能。然而,乳後冷卻過程又是一個複雜的傳熱過程,既包括福射傳熱、對流傳熱、帶鋼和熱輸出棍道的接觸傳熱,還有在冷卻過程中因發生相變而產生的相變潛熱;其中水冷對流換熱還與帶材的材質、終乳溫度、厚度、速度、冷卻水的水量、水壓、水溫及水流運動形態以及冷卻裝置的設備工況等多種因素有關。
分類
軋後冷卻會影響軋材的性能和外形,有時也會影響軋機的產量。軋後冷卻按冷卻強度的不同可分為自然冷卻、強制冷卻和緩慢冷卻。按冷卻方式不同又可分為空冷、堆冷、風冷、水冷、噴霧冷、坑冷、爐冷等。不同的鋼材根據其鋼種、性能要求分別採用一種冷卻方式或混合使用兩種以上的冷卻方式。
自然冷卻
空冷: 把熱軋後的鋼材散放在大氣中自然冷卻。空冷一般在專門的冷床上進行。冷床形式很多,有步進式、圓盤輥式、跳齒式、擺齒式、斜輥式、往復撥爪式、鏈式等。軋材在冷床上邊冷卻邊往前移動,並要求儘量減少彎曲和軋材因與冷床面問相對摩擦而產生的劃痕。軋材的終冷溫度(下冷床溫度)應小於200℃,以防止軋材在掛吊、堆放中發生彎曲或在冷後直接矯直時因矯直溫度過高而影響矯直質量。軋材在冷床上的冷卻速度與軋材尺寸、軋材在冷床上排列疏密程度以及氣候條件等有關。熱軋帶材、線材以成卷狀態在空氣中冷卻,雖也是空冷,但其冷卻速度緩慢,尤其鋼卷心部的冷卻速度僅相當於一般軋材堆冷的冷卻速度。空冷是最常用的一種冷卻方式。在有足夠的冷床面積並對鋼材性能無特殊要求時和對在空冷時不會產生熱應力裂紋和不形成馬氏體、半馬氏體的鋼材均可使用。
堆冷 :鋼材在冷床上停留不長時間後,及時堆集起來在空氣中自然冷卻。由於減少了鋼材與空氣的接觸面積而減緩了軋材的冷卻速度。拆堆時堆中心溫度不應大於200℃。堆冷適用於對白點和應力敏感的鋼坯、鋼材。
強制冷卻
比自然冷卻速度快的冷卻,亦稱加速冷卻。有用鼓風機吹風冷卻、水霧冷卻、氣水混合冷卻、各種水冷卻等多種方式。加速冷卻最早用來縮短冷卻時間以減少冷床面積。從20世紀60年代開始加速冷卻不僅用於提高冷床生產能力,還用於:
(1)細化亞共析鋼的晶粒,提高材料的綜合性能;
(2)減輕以至消除亞共析鋼、過共析鋼的網狀組織;
(3)利用軋後的高溫和被加工的晶粒組織取代調質鋼材的淬火工序或淬火自回火工序,以節省能源和提高材料性能;
(4)取代一些鋼材進一步加工前的熱處理工序,如取代鋼絲拉拔前的鉛浴淬火(見索氏體化處理)等;
(5)利用急冷去除或減少軋材表面氧化鐵皮,提高軋材表面質量和提高金屬收得率,減少二次加工前的酸洗時間和酸耗量。不同品種、鋼種的軋材軋後加速冷卻如鋼坯冷卻、線材冷卻、線材控制冷卻、型鋼控制冷卻、鋼板控制冷卻和管材控制冷卻等的目的和冷卻方法均不相同。
緩慢冷卻
比自然冷卻速度慢的冷卻,簡稱緩冷。緩冷的目的在於:
(1)防止某些鋼材(如合金結構鋼、合金工具鋼)產生白點;
(2)避免某些應力敏感性強的鋼材(如高速工具鋼、馬氏體不鏽鋼等)空冷時因熱應力與組織應力而產生裂紋; (3)避免空冷時鋼材(如彈簧鋼)表面出現馬氏體及表面硬度超標準。
緩冷依其冷卻方式分為坑(箱)冷和爐冷兩種:
(1)坑(箱)冷: 在沒有加熱設備的緩冷坑(箱)中冷卻。緩冷坑是在廠房內挖一地坑,緩冷箱是用鋼板製成的箱子。坑(箱)內裝填乾燥的沙子,需緩冷的鋼材或鋼坯切斷後放入坑(箱)內並蓋上乾燥的沙子。緩冷坑(箱)是用傳熱能力很差的沙子把鋼材和空氣隔開,以軋zha降低冷卻速度。這種方法成本低,但勞動強度大,工作條件差。
(2) 爐冷 :在帶加熱燒嘴的緩冷坑或保溫爐中進行緩冷。由於有可控的外熱源(燒嘴),鋼材的冷卻速度可以控制,比用緩冷坑(箱)冷卻均勻,勞動條件也好,但成本較高。只用於對軋材冷卻有嚴格要求的情況。
本要求緩冷但緩冷後要進行熱處理的鋼材,可在熱軋切斷後,直接“紅裝”熱處理爐進行熱處理,免去緩冷作業。
控制技術
軋後冷卻過程是一個複雜的傳熱過程,數學模型只是在一定的假設條件下對冷卻過程的近似描述,必然存在著誤差。此外,冷卻過程中生產工況比如冷卻水流狀態、水溫、水位和環境溫度等參數的不斷變化以及測量設備的誤差等,都會對冷卻過程的溫度控制精度造成影響。
採用反饋控制和自學習是減小冷卻過程中實測值與預報值之間偏差有效手段。前饋控制是一種開環控制,只能對指定的擾動量進行補償控制,反饋控制則可消除前饋控制模型計算誤差和其他擾動量所產生的影響。自學習則根據實測值與預報值之間的偏差,修正數學模型中的熱流密度等相關參數,以提高溫度控制精度。
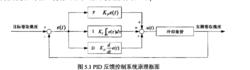 軋後冷卻
軋後冷卻目前在乳後冷卻過程中普遍採用基於控制器的反饋控制算法,PID控制是比例積分微分控制的簡稱,其控制原理。其控制原理如圖。
