
過程介紹
 角焊縫
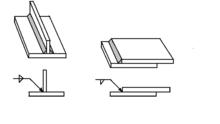
角焊縫角焊是指兩個焊面互相垂直時的焊接,區別於平焊(平焊是指兩個焊面水平焊接)。焊角是等腰直角邊長,焊喉是等腰直角三角形斜邊的高,角焊縫是右三角形剖面。
焊接
焊接也稱作熔接、鎔接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑膠的製造工藝及技術。焊接通過下列三種途徑達成接合的目的:
1、熔焊——加熱欲接合之工件使之局部熔化形成熔池,熔池冷卻凝固後便接合,必要時可加入熔填物輔助,它是適合各種金屬和合金的焊接加工,不需壓力。
2、壓焊——焊接過程必須對焊件施加壓力,屬於各種金屬材料和部分金屬材料的加工。
3、釺焊——採用比母材熔點低的金屬材料做釺料,利用液態釺料潤濕母材,填充接頭間隙,並與母材互相擴散實現連結焊件。適合於各種材料的焊接加工,也適合於不同金屬或異類材料的焊接加工。
現代焊接的能量來源有很多種,包括氣體焰、電弧、雷射、電子束、摩擦和超音波等。除了在工廠中使用外,焊接還可以在多種環境下進行,如野外、水下和太空。無論在何處,焊接都可能給操作者帶來危險,所以在進行焊接時必須採取適當的防護措施。焊接給人體可能造成的傷害包括燒傷、觸電、視力損害、吸入有毒氣體、紫外線照射過度等。
角焊縫高度
角焊中,焊縫高度指直角三角形的直角點(兩焊腳交點)到斜邊的距離(即直角三角形斜邊的高)。焊縫符號表示方法(GB/T324-1988\GB/T12212-1990)中,焊縫高度為直角三角形斜邊上的高。
習慣上所說焊縫高度與標準規定一致。標準規定:焊縫高度一般不能小於薄板的厚度。就是兩個面成一定角度的焊縫,雙面焊為最薄焊件0.4倍,單面焊為最薄焊件的0.8倍,就可以達到母材的強度。
過程方法
兩工件相互垂直形成90度夾角,在該夾角處用焊接方法把兩件焊成一體稱角焊。
直接焊:1.電弧要壓低些;2.用斜圓圈式運條,從上向下要慢從下向上要快;3.控制好速度別脫節未焊透了。
相關區別
角焊是指兩個焊面互相垂直時的焊接。
坡口焊是指根據設計或工藝要求,在焊件的待焊部位加工成一定幾何形狀溝槽的焊接工藝。
平焊是指兩個焊面水平焊接。
