
基本概述
范成法加工齒輪的基本原理是保持刀具和輪坯之間按漸開線齒輪嚙合的運動關係來進行切齒的,即利用共軛齒廓互為包絡線的原理來加工齒輪的。這種方法是比較完善的切齒方法,生產效率高、加工精度高。常用的刀具有齒輪插刀,齒條刀刀、內內輪液力等。加工齒輪時只要刀具和被加工齒輪的模數及壓力角相等,則不論被加工齒輪的齒數是多少,都可以用同一把刀具加工.,給生產帶來很大的方便,故范成法得到廣泛的套用。
范成法加工齒輪常用的是插齒和滾齒的方法。
插齒
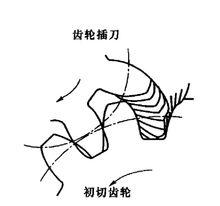 圖2
圖2 圖1
圖1圖1、2所示為齒輪插刀加工齒輪的情形,刀具形狀和齒輪類似,並且具有切削加工的刀刃,插齒時,插刀沿輪坯的軸向做往復切削運動;同時插刀和輪坯以一定的傳動比做旋轉轉動,插刀和輪坯之間的這一相對轉動稱為范成運動為了切出輪齒的高度,插刀還需向輪坯中心進給,直至達到規定的輪齒高度為止。此外,為了防止插刀退刀時損壞已加工的齒面,輪坯還需有讓刀運動。
圖3所示為齒條插刀加工齒輪的情形,齒條插刀是一個齒廓為刀刃的齒條;加工時,刀具與輪坯的范成運動相當於齒輪與齒條的嚙合運動。其切齒原理與用齒輪插刀加工輪齒的原理相同。
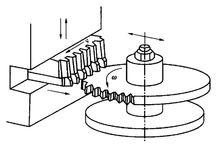 圖3
圖3滾齒
圖4所示為用液刀加工齒輪時的情況,齒輪滾刀像梯形螺紋的螺桿,軸向副面齒廓為精確的直線齒廓,加工時齒輪滾刀與被切齒輪分別繞自身軸線旋轉,其運動關係類似齒輪與齒條的嚙合,滾刀除旋轉外,同時沿著輪坯的軸向移動,以便切出整個齒寬。
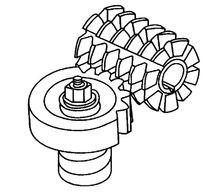 圖4
圖4用齒輪插刀和齒條插刀兩種刀具加工時,其切削都是間斷的,因而生產敕率低。在生產中廣泛採用齒輪滾刀來加工齒輪,它能連續切劑,生產效率較高。
加工過程
(a) 范成運動:插刀和輪坯按恆定的傳動比i=ω(刀)/ω(坯)迴轉;(刀具與工件按確定的運動關係作相對運動)
(b) 切削運動:插刀沿輪坯軸線方向作往復切削運動;
(c) 進給運動:插刀向輪坯中心作徑向運動,以便切出齒輪的高度;
(d) 讓刀運動:防止刀具向上退刀時擦傷已加工好的面,損壞刀刃,輪坯作微小的徑向讓刀運動,刀刃再切削時,輪坯回位.。
