
基本內容
淬火爐是根據用戶要求專門設計的非標電爐,主要用於鋁行業各種工件淬火、加熱等熱處理用。
現在越來越多進入感應淬火設備行業,越來越多品牌進入中國市場,例如著名企業鄭州高氏電磁感應加熱設備有限公司,就是專注於研發各種系列的感應淬火設備和研究行業套用的加熱解決方案,為全球用戶提供最為優秀的產品,並將感應技術的優勢帶給了全世界領先的製造商和服務企業。20世紀30年代初,美國、蘇聯先後開始套用感應加熱方法對零件進行表面淬火。隨著工業的發展,感應加熱熱處理技術不斷改進,套用範圍也不斷擴大。我們需要更加努力發展感應加熱設備行業,讓它領先與全世界。
簡介
 淬火爐
淬火爐一概述
淬火爐
是根據用戶要求專門設計的非標電爐,主要用於鋁行業各種工件淬火、加熱等熱處理用。
二、 技術參數
| 名稱 | 單位 | 參數 |
| 額定電壓 | V | 380 |
| 額定功率 | Kw | 200 |
| 額定溫度 | ℃ | 650 |
| 相數 | 相 | 3 |
| 頻率 | Hz | 50 |
| 區數 | 區 | 2 |
| 加熱元件接法 | | Y |
| 空爐損耗功率 | kw | ≤35 |
| 空爐升溫時間 | h | ≤1.5 |
三、使用條件
1、 室內使用。
2、 環境溫度在–5℃—40℃範圍內。
3、 使用地區月平均最大相對濕度不大於85%,同時該月平均溫度不高於30℃。
4、 周圍沒有導電塵埃、爆炸性氣體以及能嚴重破壞金屬和絕緣的腐蝕性氣體。
5、 無明顯震動和顛簸。
四、 結構簡介
本爐由爐體、爐門、加熱元件、通風機構及控制系統等幾部分組成。
爐體由型鋼及鋼板焊接而成,爐襯內壁採用不鏽鋼板與爐殼連線成整體,爐體及爐膽夾層內填充矽酸鋁耐火纖維作隔熱之用。
爐門設計在爐體的下部,也就是說工件的進出是從下面進或出的。本爐體的下口開啟,爐門的起閉動作採用機械傳動的方式,通過電動機、減速箱、鏈輪、鏈條、道軌等完成。
加熱元件採用高電阻合金的電阻帶,通過專用的掛鈎布置在內膽的兩側,與內膽絕緣。
通風機由鼓風機和導風板組成,鼓風電動機與加熱元件有電氣連鎖,只有當鼓風機接通後加熱元件才能通電,這樣可保證加熱元件能在通風循環的情況下工作。
裝料筐和進出料車由型鋼焊接而成,並進行水平重心調整,上下吊動。本電爐配備料筐及料車以確保用戶能及時工作。進料時,料筐裝在小車上,拉出及推進,進入爐體下部時,爐門開啟而轉揚機工作,鉤住鏈條,把裝料筐吊入爐內,關閉爐門進行加熱。出料時,開啟爐門,轉揚機動作,把裝料筐放入水池進行淬火處理,然後把料筐提出水面放在小車的平面上,鏈條脫鉤,轉揚機提升,把小車拉出,進行時效處理。
 數顯表
數顯表在爐體下部設有一水池,以便工件短時間內進入水池進行淬火處理。
控制部分採用可控矽、數顯表(見右圖)等對溫度控制及報警。
電爐在爐門起閉機構和裝料升降機構上裝有限位開關,此開關與控制櫃電源聯繫,當工件升至最高點時,接通爐門起閉電源,並接觸加熱元件電源。當爐門打開時,切斷加熱元件電源,並接通升降機構電源,使工件下降進行水淬火。
網帶淬火爐簡介
| 設備名稱:RCM系列網帶淬火爐 | ||||||
| 用途:適用於批量性的中小型機械零件、傳動鏈、自攻螺釘、紡織五金、彈簧等在控制氣氛中進行滲碳、碳氮共滲、淬火之用。 | ||||||
| 型 號 | 額定電壓 | 相數 | 額定功率 | 額定溫度 | 工作尺寸(mm) | 生產能力 |
| RCM-12-9 | 380V | 3 | 12KW | 950℃ | 700×700×300 | 10Kg/h |
| RCM-24-9 | 380V | 3 | 24KW | 950℃ | 1500×150×50 | 30Kg/h |
| RCM-45-9 | 380V | 3 | 45KW | 950℃ | 2400×220×50 | 60Kg/h |
| RCM-60-9 | 380V | 3 | 60KW | 950℃ | 2400×300×50 | 100Kg/h |
| RCM-75-9 | 380V | 3 | 75KW | 950℃ | 3600×300×50 | 150Kg/h |
| RCM-90-9 | 380V | 3 | 90KW | 950℃ | 4700×300×80 | 200Kg/h |
| RCM-120-9 | 380V | 3 | 120KW | 950℃ | 4700×400×80 | 250Kg/h |
| RCM-150-9 | 380V | 3 | 150KW | 950℃ | 4700×500×100 | 300Kg/h |
圖片集合
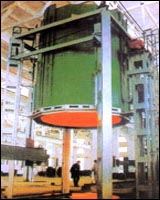
 淬火爐樣圖
淬火爐樣圖如下
工作原理
淬火是將工件加熱保溫後,在水、油或其他無機鹽、有機水溶液等淬冷介質中快速冷卻。淬火後鋼件變硬,但同時變脆。為了降低鋼件的脆性,將淬火後的鋼件在高於室溫而低於650℃的某一適當溫度進行長時間的保溫,再進行冷卻,這種工藝稱為回火。退火、正火、淬火、回火是整體熱處理中的“四把火”,其中的淬火與回火關係密切,常常配合使用,缺一不可。
淬火爐分類
連續式氣氛保護淬火爐
連續式氣氛保護淬火爐用於彈簧、彈墊、標準件、軸承、自攻螺釘、傳動鏈、汽車配件、五金件、針織器件等中小型機械零件在控制氣氛中進行滲碳、碳氮共滲、淬火等熱處理工藝。
爐體構架由箱體和支架構成,均採用優質型鋼和鋼板致焊接製作。為操作工檢修或清理爐膛方便,爐膛設計成可上、下分體結構,可拆除上爐蓋。
網帶式淬火爐爐膛採用全纖維複合結構,保溫性能極好,在爐膛兩側和爐頂採用矽酸鋁纖維氈,可隨爐蓋整體拆裝,保溫性能極好,比磚砌爐襯節能40%以上。
網帶式淬火爐加熱元件: 加熱元件採用優質電阻絲繞成,水平地從爐體一側插入爐膛,布置在爐管的上下方。該種加熱元件使用可靠、維護方便,需要時可在熱態下不停爐進行更換。
台車式淬火爐
高溫翻轉式台車爐台車式淬火爐(調質爐)主要用於高鉻、高錳鋼鑄件、球墨鑄鐵、軋輥、鋼球、45鋼、不鏽鋼等淬火、退火、時效以及各種機械零件熱處理之用。
台車式淬火爐是屬於周期式作業爐,它跟一般台車爐不同之處就是可移動的台車還可以傾斜。加熱前,台車在爐外裝料,需加熱的工件通過吊車放在台車的爐底板上或專用的墊鐵上,然後由鏈傳動機構將台車送入爐內進行加熱,加熱之後再由電動機構將台車拉出爐外,再起動傾斜裝置卸料,機構可將小車翻轉45度。將工作快速倒在側面淬火池內淬火。不需基礎安裝,放在水平地面即可使用。
井式淬火爐
井式爐井式淬火(調質)爐廣泛用於各種桿類,長軸類及要求表面耐磨的零件如齒輪、軋輥、等淬火處理。井式淬火(調質)爐是將金屬工件加熱到某一適當溫度並保持一段時間,隨即浸入淬冷介質中快速冷卻的金屬熱處理工藝。常用的淬冷介質有鹽水、水、礦物油、空氣等。爐體外殼採用型鋼及鋼板焊接成框架結構,爐蓋啟閉可採用行吊、手動扛桿、電動液壓。爐襯:可採用普通或全纖維結構,爐口採用爐口護圈,目的是用耒掛鈎工件架和保護爐口不被工件撞壞,使熱量不被流失,從而保證了爐溫的均勻性。
箱式淬火爐
箱式模具淬火爐該產品主要用於模具、工件的少無氧化加熱,最高使用溫度為1200℃。爐內沒有爐罐,工作時需要向爐內充入保護氣氛,以達到少無氧化加熱效果。其最大的優點是對加熱模具等工件時,勿須用不鏽鋼爐膽、鐵皮打包或用木炭裝箱保護,可以選擇直接通入墮性氣體如氮氣、氫氣或滴注甲醇即可。使工件不會產生氧化脫碳。從而使淬火質量得到保證。
性能特點
1、對工件無需整體加熱,可有選擇性地進行局部加熱,因而電能消耗少,工件變形小。
2、可根據需要通過調整高頻淬火機的工作頻率和功率,對表面淬硬層進行調控。從而使淬硬層的馬氏體組織較細,硬度、強度和韌性都比較高。
3、經感應加熱方式熱處理後的工件,表面硬層下有較厚的韌性區域,具有較好的壓縮內應力,使工件的抗疲勞和破斷能力都更高。
4、加熱速度快,可使工件在極短的時間內達到所需溫度,甚至1秒以內。從而使工件的表面氧化和脫碳都較輕,大多數工件都無須氣體保護。
5、便於安裝在生產線上,易於實現機械化和自動化,便於管理,可有效地減少運輸,節約人力,提高生產效率。
6、使用方便、操作簡單、可隨時開啟或停止。且無須預熱。
7、電能利用率高,環保節能,安全可靠,工人工作條件好,國家提倡。
8、即可手動操作,也可半自動和全自動操作;即可長時間地連繼工作,亦可即用即停隨機使用。有利於設備在供電低谷電價優惠期的使用。
9、一機多用,高頻淬火機即可完成淬火、退火、回火、正火、調質等熱處理工藝,又可完成焊接、熔煉、熱裝配、熱拆卸及透熱成形等工作。
設備套用
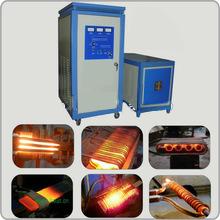 淬火爐套用
淬火爐套用1、標準件、緊固件的熱鐓,如高強度螺栓、螺帽等
2、金剛石刀頭的焊接,硬質合金鋸片的焊接及金剛石刀具、磨具、鑽具的焊接。
3、工具機行業的工具機床面導軌的淬火處理。
4、直徑70以內所有零件的透熱鍛造;
5、各種麻花鑽的熱軋。
6、粉末冶金燒結和金屬熔煉;
7、各種齒輪、鏈輪、軸類的淬火;
技術參數
| 型號 | WH-VI-120 | 工作電壓範圍 | 342V-430V |
| 最大輸入電流 | 165A | 振盪頻率 | 15-35KHZ |
| 效率 | 100% | 負載持續率 | 100% |
| 冷卻水 ,流量(主機) | 29L/min(0,3mpa) | 冷卻水流量(變壓器) | 22,L/min(0,3mpa) |
| 工作電源 | 380V/50HZ | 冷卻水壓 | 0,1-0,3mpa |
| 主機重量 | 85KG±,5% | 變壓器重量 | 90KG±,5% |
| 主機體積 | 650*520*1100 | 變壓器體積 | 500*800*580 |
| 機器顏色 | 藍白 | 水溫保護點 | 50℃ |
安全規程
1、機房應通風良好,保持清潔、整齊和乾燥。設備必須有兩人以上方可開機操作,並指定操作負責人。操作人員應熟悉和遵守淬火設備操作規程,並穿戴好規定的防護用品。工件應去除毛刺、鐵屑和油垢,否則容易產生打弧,操作時也要防止工件與感應器接觸產生打弧。使用高頻淬火工具機,應注意電氣、機械和液壓傳動等的安全操作規程。設備需由專人修理,修理前用放電棒對電容器等進行放電。嚴禁帶電搶修。
2、淬火爐,是用工業電頻率、低電壓、大電流,對大型工件進行加熱淬火或正火。使用時應遵守安全用電規則。
3、為防止大工件高感應加熱時炸裂傷人,操作時必須嚴格遵守高頻熱處理操作規程和相應的大件熱處理工藝規程。應先對大工件逐件進行超音波探傷,凡探傷後發現有白點、嚴重偏析和疏鬆等缺陷的工件,禁止用高頻設備加熱。工件應去除毛刺、鐵屑和油污,以防止打弧。生產操作中,必須指定負責人,操作者必須熟悉和遵守高頻感應加熱設備操作規程。
