
插削
正文
利用插刀在豎直方向上相對工件作往復直線運動加工溝槽和型孔的切削加工。插削的工作方式與刨削類似(圖1),但插刀裝夾在插床滑枕下部的刀桿上,可以伸入工件的孔中作豎嚮往復運動,向下是工作行程,向上是回程。安裝在插床工作檯上的工件在插刀每次回程後作間歇的進給運動。插刀的材料主要用高速鋼,在插削鋼和鑄鐵時的切削速度一般為15~25米/分。為了避免回程中插刀後刀面與工件發生劇烈摩擦而損傷已加工表面和降低刀具壽命,可採用活動式插刀桿(圖2)。插削的效率和精度都不高,故在批量生產中常用銑削或拉削代替插削。但插刀製造簡單,生產準備時間短,故插削適於在單件或小批生產中加工內孔鍵槽或花鍵孔,也能加工方孔和多邊形孔。對於不通孔或有障礙台肩的內孔鍵槽,插削幾乎是唯一的加工方法。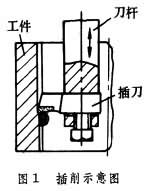 插削
插削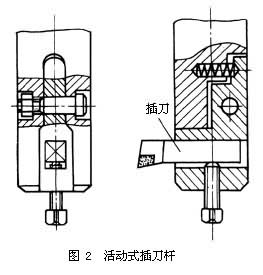 插削
插削