
簡介
在現代化工業中,模具工業已成為工業發展的基礎,許多新產品的開發和生產在很大程度要依賴於模具生產,特別是在汽車、輕工、電子、航空等行業尤為突出。模具工業已納入國家的基礎工業範疇,成為國民經濟中的獨立行業。模具工業是汽車工業的重要的組成部分。一輛汽車約有60%的零部件是用模具加工的。近年來,隨著國民經濟的高速發展,人民生活水平的提高,特別是世貿組織的加入,我國的汽車製造業也應來了一個迅速發展的時期。競爭日趨激烈, 汽車更新換代速度加快,而我國模具工業卻不能滿足汽車更新換代速度,成為制約我國汽車工業的瓶頸。其設計、製造速度的快慢直接制約著汽車業的發展。怎樣提高速度,提高質量,減低成本,是現在提高我國模具工業競爭力的關鍵 。
拉延力的計算
自然增壓對向液壓拉延件受力分析:壓機給予凸模的壓力應等於凸模所承受反向液壓的作用力、拉延件所需要的拉延力和使板坯在壓板與凹模之間滑動所需作用力作的總和。
拉延加工的拉延力
拉延加工的拉延力有兩個部分:凸模作用的拉延力和壓料板作用的壓料力雙動壓床這兩個力分別作用,而靠氣墊和彈簧的力作用於壓料板的單動壓床,滑塊必須承受此二力的合力。由於拉延加工不象沖裁加工那樣在下死點附近進行,而是在滑塊行程的中部以下,高於下死點的位置開始的,使用機械壓力機時對其壓力能力的變化(壓力一行程曲線)需要很好地注意。在開始拉延的位置壓力機的壓力必須滿足拉延力與壓料力總合的要求。液壓壓床對於這一點來說,滑塊在任何位置壓力都不改變,其壓力能保證全部拉延過程的充分進行。
由機械壓力機進行拉延加工其工作能力則有問題。特別是皮帶塔輪式壓力機,與齒輪傳動式比較由於其工作能力,即飛輪可放出的能量少,因此一進行深拉延加工飛輪會停止,電機會嗚嗚發叫或燒毀,必須加以注意 。
圓筒容器的拉延力
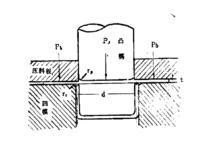
由於拉延力通過凸模傳給毛坯,可以在如圖1所示的凸模四周容器破斷之前進行拉延。
 拉延力
拉延力壓料力
拉延加工的壓料力是一個非常微妙的數值,有必要精心調整出不發生皺紋的最小壓料力,比這個力大,則板料變薄而往往拉破。因而以計算壓料力值為極限值,不取比這更大的壓料力數值。對實際的拉延加工,壓料力隨所使用的潤滑油和它的塗抹情況,凹模及壓料板表面的加工狀態等因素而變化 。
