
使用要求
一、引弧板、引出板和鋼襯墊板的鋼材,其屈服強度不大於被焊鋼材標稱強度,且焊接性相近。
二、T形接頭、十字形接頭、角接接頭和對接接頭主焊縫兩端,必須配置引弧板和引出板,其材質應和被焊母材相同,坡口形式應與被焊焊縫相同。
三、手工電弧焊和氣體保護電弧焊焊縫引出長度應大於25 mm。其引弧板和引出板寬度應大於50 mm,長度宜為板厚的1.5倍且不小於30 mm,厚度應不小於6 mm。非手工電弧焊焊縫引出長度應大於80 mm。其引弧板和引出板寬度應大於80 mm,長度宜為板厚的2倍且不小於100 mm,厚度應不小於10 mm。
四、引弧板、引出板、墊板的固定焊縫應焊在接頭焊接坡口內和墊板上,不應在焊縫以外的母材上焊接定位焊縫(見下圖)。下圖引弧板、引出板、墊板的固定焊縫位置示意圖。
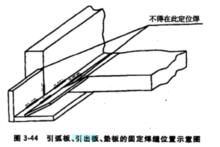 引弧板、引出板、墊板的同定焊縫位置示意圖
引弧板、引出板、墊板的同定焊縫位置示意圖五、引弧板和引出板宜採用火焰切割、碳弧氣刨或機械等方法去除,不得傷及母材並將割口處修磨至焊縫端部平整。嚴禁錘擊去除引弧板和引出板。
六、引弧板、引出板、墊板割除時,應沿柱一梁交接拐角處切割成圓弧過渡,且切割表面不得有深溝、不得傷及母材。
七、可採用金屬、焊劑、纖維、陶瓷等作為襯墊。當使用鋼襯墊時,應符合下述要求。
保證鋼襯墊與焊縫金屬熔合良好。
鋼襯墊在整個焊縫長度內應連續。
鋼襯墊應有足夠的厚度以防止燒穿。用於焊條電弧焊、氣體保護電弧焊和藥芯焊絲電弧焊焊接方法,襯墊板厚度應不小於4 mm;用於埋弧焊方法的襯墊板厚度應不小於6 mm;用於電渣焊方法的襯墊板厚度應不小於25 mm。
鋼襯墊應與接頭母材金屬貼合良好,其間隙不應大於1.5 mm。
1.保證鋼襯墊與焊縫金屬熔合良好。
2.鋼襯墊在整個焊縫長度內應連續。
3.鋼襯墊應有足夠的厚度以防止燒穿。用於焊條電弧焊、氣體保護電弧焊和藥芯焊絲電弧焊焊接方法,襯墊板厚度應不小於4 mm;用於埋弧焊方法的襯墊板厚度應不小於6 mm;用於電渣焊方法的襯墊板厚度應不小於25 mm。
4.鋼襯墊應與接頭母材金屬貼合良好,其間隙不應大於1.5 mm。
埋弧焊時引弧板和引出板裝配方法
在焊接不開坡口的對接時,鋼板之間的間隙和相對位置通常用定位焊或焊上引弧板、引出板的方法來實現,焊接工作在引弧板開始,在引出板上結束。
埋弧焊的焊接速度快,剛引弧時焊件來不及達到局部的熱平衡。使引弧端的熔深較淺,在焊件端部焊一塊引弧板,電弧在引弧板上引弧後進入焊件,焊縫起端可以有正常的形狀。在焊件的另一端,也就是收弧端焊上一塊引出板,將整個熔池引出焊件後再結束焊接,防止收弧處熔池金屬流失或留下弧坑。
引弧板和引出板應加工出與焊件同樣的坡口,與焊件對接部位要保持齊平。如果引弧板比焊件高,或向焊件一側有下坡度,焊接時熔渣會流到電弧前面造成夾渣。
引弧板和引出板可以做成整體的。電可以用兩塊鋼板並成。引出板的長度應比主焊縫的弧坑長30~40mm。開始焊接用的引弧板長度為40~50mm,兩者的寬度則根據焊劑接能保持住的原則取60~120mm。用兩塊鋼板並成的引出板依靠定位焊方法固定在被焊鋼板的端部(見下圖)。
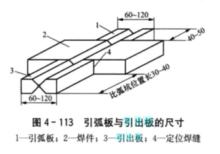 引弧板與引出板的尺寸
引弧板與引出板的尺寸引出板採用焊條電弧焊焊到焊件的端面上,並應完全焊透。如果引出板和焊件端面之問沒有完全焊透,則在焊縫中可能形成縱向熱裂紋,這種裂紋一般位於對接縫的端面上。有時甚至在焊縫上伸展著一段很長的長度(見下圖)。
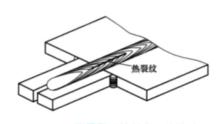 引出板上焊縫末端的熱裂紋
引出板上焊縫末端的熱裂紋埋弧自動焊接中,當電弧熔化裝配用的定位焊縫時,可能會引起縱向熱裂紋。這種熱裂紋是在熔化定位焊縫時由於焊縫內間隙突然增大而造成的,它往往不能從焊縫表面上察覺出來。為了防止產生這種熱裂紋。定位焊縫的距離就不得不大於500mm。這樣,在重新焊接這段定位焊縫時所產生的應力被前面的定位焊縫所抵消,於是坡口中的變形便可以大大地減少。
在雙面焊接時,如果現將定位焊縫反面的主焊縫進行自動埋弧焊焊接,則在定位焊處的裂紋就可完全避免產生。因為在這種情況下,定位焊縫沒有被熔化,因而就不會產生裂紋。
焊接某些可以並排放置的焊件時,可以用過渡板將若於條短焊縫連線成一條長焊縫後焊接,這樣可以減少引弧和收弧的次數,能夠充分發揮埋弧焊快速高效的特點。過渡板實際上具有引弧板和收弧板的作用,也可採用紫銅作過渡板,這時應將紫銅過渡板裝得比焊件低一些,防止被電弧熔入焊縫。
焊接環縫時,引弧部位被正常焊縫重疊。收弧在已焊成的焊縫上進行,無需另外再加引弧板和引出板。
