簡介
壓濾機框板是懸浮液固、液兩相分離的理想設備,具有輕巧、靈活、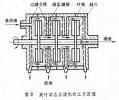
其中手動式、手動千斤頂式手工操作,簡便易行,濾渣含水量低。被廣泛套用於化工、陶瓷、石油、醫藥、食品、冶煉等行業。也適用於工業污水處理;液壓式為機、電、液一體式。採用液壓壓緊,手動機械鎖緊保壓。操作維護方便,運行安全可靠。
該機型有明流、暗流之分。可細分為對濾餅的可洗和不可洗。
如需獲得略乾的濾餅,可向壓濾機通入壓縮空氣將濾餅中殘餘的部分水分再度排出。
結構與工作原理
板框壓濾機由交替排列的濾板和濾框構成一組濾室。濾板的表面有溝槽,其凸出部位用以支撐濾布。濾框和濾板的邊角上有通孔,組裝後構成完整的通道,能通入 懸浮液、洗滌水和引出濾液。板、框兩側各有把手支托在橫樑上,由壓緊裝置壓緊板、框。板、框之間的濾布起密封墊片的作用。由供料 泵 將懸浮液壓入濾室,在濾 布上形成濾渣,直至充滿濾室。濾液穿過濾布並沿濾板溝槽流至板框邊角通道,集中排出。過濾完畢,可通入清洗滌水洗滌濾渣。洗滌後,有時還通入壓縮空氣,除 去剩餘的洗滌液。隨後打開壓濾機卸除濾渣,清洗濾布,重新壓緊板、框,開始下一工作循環。板框壓濾機對於濾渣壓縮性大或近於不可壓縮的懸浮液都能適用。適合的懸浮液的固體顆粒濃度一般為10%以下,操作壓力一般為0.3~0.6兆帕,特殊 的可達3兆帕或更高。過濾面積可以隨所用的板框數目增減。板框通常為正方形,濾框的內邊長為 320~2000毫米,框厚為16~80毫米,過濾面積為1~1200米2。板與框用手動螺鏇、電動螺鏇和液壓等方式壓緊。板和框用木材、鑄鐵、鑄鋼、不 銹鋼、聚丙烯和橡膠等材料製造。
板框式壓濾機主要由止推板(固定濾板)、壓緊板(活動濾板)、濾板和濾框、橫樑(扁鐵架)、過濾介質(濾布或濾紙等)、壓緊裝置、集液槽等組成(參見附圖),其中過濾介質和集液槽由用戶自備,也可由本廠代配。
板框壓濾機有手動壓緊、機械壓緊和液壓壓緊二種形式。手動壓緊是螺鏇千斤頂推動壓緊板壓緊;機械壓緊是電動機配H型減速箱,經機架傳動部件推動壓緊板壓緊;液壓壓緊是有液壓站經機架上的液壓缸部件推動壓緊板壓緊。兩橫樑把止推板和壓緊裝置連在一起構成機架,機架上壓緊板與壓緊裝置餃接,在止推板和壓緊板之間依次交替排列著濾板和濾框,濾板和濾框之間夾著過濾介質;壓緊裝置推動壓緊板,將所有濾板和濾框壓緊在機架中,達到額定壓緊力後,即可進行過濾。懸浮液從止推板上的進料孔進入各濾室(濾框與相鄰濾板構成濾室),固體顆粒被過濾介質截留在濾室內,濾液則透過介質,由出液孔排出機外。
壓濾機的出液有明流和暗流兩種形式,濾液從每塊濾板的出液孔直接排出機外的稱明流式,明流式便於監視每塊濾板的過濾情況,發現某濾板濾液不純,即可關閉該板出液口;若各塊濾板的濾液匯合從一條出液管道排出機外的則稱暗流式,暗流式用於濾液易揮發或濾液對人體有害的懸浮液的過濾。
壓濾機根據是否需要對濾渣進行洗滌,又可分為可洗和不可洗兩種形式,可以洗滌的稱可洗式,否則稱為不可洗式。可洗式壓濾機的濾板有兩種形式,板上開有洗滌液進液孔的稱為有孔濾板(也稱洗滌板),未開洗滌液進液孔的稱無孔濾板(也稱非洗滌板)。可洗式壓濾機又有單向洗滌和雙向洗滌之分,單向洗滌是由有孔濾板和無孔濾板組合交替放置;雙向洗滌濾板都為有孔濾板,但相鄰兩塊濾板的洗滌應錯開放置,不能同時通過洗滌液。
操作步驟:
第一步壓緊:壓濾機操作前須進行整機檢查:查看濾布有無打折或重疊現象,電源是否已正常連線。檢查後即可進行壓緊操作,首先按一下“啟動”按鈕,油泵開始工作,然後再按一下“壓緊”按鈕,活塞推動壓緊板壓緊,當壓緊力到達調定高點壓力後,液壓系統自動跳停。
第二步進料:當壓濾機壓緊後,即可進行進料操作:開啟進料泵,並緩慢開啟進料閥門,進料壓力逐漸升高至正常壓力。這時觀察壓濾機出液情況和濾板間的滲漏情況,過濾一段時間後壓濾機出液孔出液量逐漸減少,這時說明濾室內濾渣正在逐漸充滿,當出液口不出液或只有很少量液體時,證明濾室內濾渣已經完全充滿形成濾餅。如需要對濾餅進洗滌或風乾操作,即可隨後進行,如不需要洗滌或風乾操作即可進行卸餅操作。
第三步洗滌或風乾:壓濾機濾餅充滿後,關停進料泵和進料閥門。開起洗滌泵或空壓機,緩慢開啟進洗液或進風閥門,對濾餅進行洗滌或風乾。操作完成後,關閉洗液泵或空壓機及其閥門,即可進行卸餅操作。
第四步卸餅:首先關閉進料泵和進料閥門、進洗液或進風裝置和閥門,然後按住操作面板上的“鬆開”按鈕,活塞桿帶動壓緊板退回,退至合適位置後,放開按住的“鬆開”按鈕,人工逐塊拉動濾板卸下濾餅,同時清理粘在密封面處的濾渣,防止濾渣夾在密封面上影響密封性能,產生滲漏現象。至此一個操作周期完畢。
板框壓濾機設備操作規程
一、操作前的準備工作:(1)板框的數量是否符合規定,禁止在板框少於規定數量的情況下開機工作。
(2)板框的排列次序是否符合要求,安裝是否平整,密封面接觸是否良好。
(3)濾布有無破損,濾布孔比板框孔小且與板框孔相對同心。
(4)各管路是否暢通,有無漏點。
(5)液壓系統工作是否正常,壓力表是否靈敏好用。
二、操作過程
壓緊濾板→開泵進料→關閉進料泵→拉開濾板卸料→清洗檢查濾布→準備進入下一循環。
三、操作方法
(1)合上電源開關,電源指示燈亮。
(2)按“啟動”按鈕,啟動油泵。
(3)將所有濾板移至止推板端,並使其位於兩橫樑中央。
(4)按“壓緊”按鈕,活塞推動壓緊板,將所有濾板壓緊,達到液壓工作壓力值後(液壓工作壓力值見性能表),鏇轉鎖緊螺母鎖緊保壓,按“關閉”按鈕,油泵停止工作。
暗流:打開濾液閥放液,明流:開啟水嘴放液,開啟進料閥,進料過濾。
(5)關閉進料閥,停止進料。
(6)可洗式:開啟水嘴,再開啟洗滌水閥門,進水洗滌(濾餅洗滌否由用戶自行決定)。
(7)啟動油泵,按下“壓緊”按鈕,待鎖緊螺母后,即將螺母鏇至活塞桿前端(壓緊板端),再按“鬆開”按鈕,活塞待壓緊板回至合適工作間隙後,關閉電機。移動各濾板卸渣。
(8)檢查濾布、濾板,清除結合面上的殘渣。再次將所有濾板移至止推板端並位居兩橫兩中央時,即可進入下一個工作循環。
二、操作中注意事項:
(1)安裝壓濾布必須平整,不許摺疊,以防壓緊時損壞板框及泄漏。
(2)液壓站的工作壓力橡塑板框最高工作壓力不得超過20Mpa。
(3)過濾壓力必須小於0.45Mpa,過濾物料溫度必須小於80℃,以防引起滲漏和板框變形、撕裂等。
(4)操縱裝置的溢流閥,須調節到能使活塞退回時所用的最小工作壓力。
(5)板框在主樑上移動時,不得碰撞、摔打,施力應均衡,防止碰壞手把和損壞密封面。
(6)物料、壓縮、洗液或熱水的閥門必須按操作程式啟用,不得同時啟用。
(7)卸餅後清洗板框及濾布時,應保證孔道暢通,不允許殘渣貼上在密封面或進料通道內。
(8)液壓系統停止操縱時,操作裝置的長桿手輪應常開,短桿手輪應常閉,以保證安全,並避免來油浪費。
三、日常的維護保養:
(1)注意各部連線零件有無鬆動,應隨時予緊固。
(2)壓緊軸或壓緊螺桿應保持良好的潤滑,禁止有異物。
(3)壓力表應定期校驗,保證靈敏好用。
(4)拆下的板框,存放時應碼放平整,防止撓曲變形。
(5)每班檢查液壓系統工作壓力和油箱內油量是否在規定範圍內。
(6)油箱內應加入清潔的46#液壓油,並經80-100目濾網過濾後加入,禁止將含雜質或含水分的油加入油箱。
(7)操作人員應堅持隨時打掃設備衛生,保持壓濾機乾淨整潔,使設備本體及周圍無濾餅、雜物等。
板框壓濾機的選型
| 型 號 | 過濾面積m2 | 濾室總容量L | 外框尺寸mm | 濾板厚度mm | 濾室數量Pcs | 濾餅厚度mm | 外形尺寸 長×寬×高 | 電機功率kw | 過濾壓力Mpa | 整機質量kg | ||||
| B | A M | YJ20/810-U | B K | -1 | 20 | 320 | 810×810 | 30 | 20 | 32 | 3560×1260×1265 | 1.5 | 0.5 | 1920 |
| B | A M | YJ30/810-U | B K | -1 | 30 | 480 | 810×810 | 30 | 30 | 32 | 4160×1260×1265 | 1.5 | 0.5 | 2200 |
| B | A M | YJ40/810-U | B K | -1 | 40 | 640 | 810×810 | 30 | 40 | 32 | 4760×1260×1265 | 1.5 | 0.5 | 2480 |
| B | AM | YJ50/810-U | B K | -1 | 50 | 800 | 810×810 | 30 | 50 | 32 | 5360×1260×1265 | 1.5 | 0.5 | 2840 |
| B | A M | YJ60/810-U | B K | -1 | 60 | 960 | 810×810 | 30 | 60 | 32 | 5960×1260×1265 | 1.5 | 0.5 | 3130 |
| B | A M | YJ70/810-U | B K | -1 | 70 | 1120 | 810×810 | 30 | 70 | 32 | 6560×1260×1265 | 1.5 | 0.5 | 3420 |
| B | A M | YJ80/810-U | BK | -1 | 80 | 1280 | 810×810 | 30 | 80 | 32 | 7160×1260×1265 | 1.5 | 0.5 | 3710 |
