
轉爐底吹工藝的選擇
轉爐頂吹氧氣對熔池攪拌而言,存在攪拌死區,從而造成熔池成分和溫度不均勻,且爐襯的侵蝕也很不均勻,尤其在爐役後期爐容比增大時尤為突出。
二十世紀七十年代誕生了頂底複合吹煉工藝,經過幾十年的實驗及實踐,頂底復吹工藝已基本成熟,即轉爐在冶煉過程中爐頂頂吹O配合爐底底吹惰性氣體,對熔池進行均勻攪拌,可使熔池反應接近平衡,不僅提高鋼水質量,降低噸鋼成本,還可增加轉爐的靈活性和適應性,提高轉爐熔化廢鋼的能力,從而可按市場廢鋼和鐵水價格的變化靈活改變入爐廢鋼量,從而獲得經濟效益。
隨著轉爐濺渣護爐技術大大提高了轉爐爐齡,轉爐底吹供氣元件的布置形式、數量、結構和材質則成為影響轉爐全爐復吹的關鍵,底部供氣元件是底吹工藝的技術核心。
轉爐底吹氣體的選擇
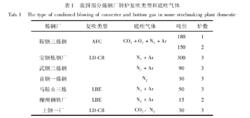
轉爐底吹氣體的種類有很多,例如N、Ar、O、CO、CO、混合氣CH(N+ Ar、CO+ N等)、CaCO粉和天然氣等。國內煉鋼廠通常選擇惰性氣體氮氣和氬氣作為底吹氣體,例如武鋼、太鋼、首鋼等,也有部分煉鋼廠選擇二氧化碳作為底吹氣體,例如鞍鋼、寶鋼的某些轉爐鋼廠。我國部分煉鋼廠轉爐復吹類型和底吹氣體如圖1所示。
 底吹轉爐
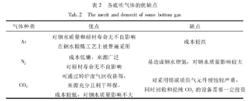
底吹轉爐轉爐復吹系統如何選擇底吹氣體,應綜合考慮底吹氣體對鋼水質量、生產成本、耐材壽命的影響以及氣體來源等因素。不同底吹氣體的優缺點如圖2所示。
 底吹轉爐
底吹轉爐轉爐底吹供氣元件的選擇
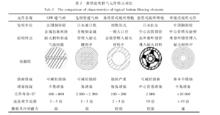
轉爐底吹技術的發展過程實質上就是底吹供氣元件的改進和完善的過程。底吹供氣元件可分為噴嘴和磚型兩大類,其中噴嘴型分為: 單管型,套管型,環縫型(單環縫型、雙環縫型) ;磚型分為: 彌散型,縫隙式組合磚,直孔型,多孔型MHP,環縫管式直孔磚,類環縫式噴嘴。圖3對比了幾種典型的底吹供氣元件的特點。
轉爐底吹系統不僅選擇好底吹氣體,還應根據底吹氣體選擇合適的底吹供氣元件、底吹閥門室的供氣流程布置和儀表閥門,這樣才能增強底吹熔池攪拌,提升底吹系統的使用壽命,也會對冶煉鋼種的質量和經濟效益產生一定的影響。
 底吹轉爐
底吹轉爐轉爐底吹工藝流程
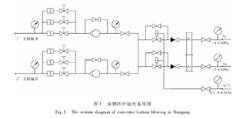
轉爐底吹工藝流程為: 底吹氣體在底吹閥門站經壓力和流量調節後通過轉爐托圈耳軸上的旋轉接頭供給轉爐爐底的各個透氣元件,在冶煉時,底吹氣體通過透氣元件吹入熔池。南鋼的轉爐底吹供氣系統,如圖所示。
 底吹轉爐
底吹轉爐底吹閥門站內為底吹系統供氣管路、控制、檢測儀表用氣管和儀表閥門的組合。控制閥門的遠傳信號輸入設在轉爐主控室,並在操作台上進行顯示。閥門站內主氣源有壓力調節,快速切斷,壓力檢測等控制措施; 主氣源分配給若干支管,支管上均分別安裝有流量檢測、調節,壓力測量等控制措施。
轉爐底吹工藝最佳化
1、底吹模式及供氣強度的最佳化
頂底復吹條件下的均勻混合時間隨頂吹氣體的穿透深度和底氣比的增大而減小。底吹流量增大,熔池的攪拌能增加,均勻混合時間隨之減小。所以適量增大底吹供氣強度有利於提高轉爐的底吹攪拌效果。但如果底吹供氣強度過高,也會縮短底吹供氣元件壽命。綜合考慮多方面因素,針對目前品種結構的變化,將原有的七種底吹供氣模式最佳化減少至三種,見圖所示。
 底吹轉爐
底吹轉爐2、冶煉工藝最佳化
1)供氧制度
吹煉中期,碳氧反應劇烈,考慮到此時的底吹流量增加,渣中全鐵消耗速度變快,為避免“返乾”的出現,將槍位上調10cm-20cm。吹煉後期,底吹流量已經調整至0.12 Nm /(t·min) ,考慮到熔池的攪拌已經相當充分,終點壓槍高度上調了10cm-20cm。
2)造渣制度
生燒白雲石開吹後一次性投入,石灰分3-4次加入,第一批加入的石灰不得低於計算量的50%,燒結礦及渣鋼則視情況多批少量加入,要求在吹煉8min前加完。
3、爐底的穩定控制
“金屬-爐渣”複合蘑菇頭具有透氣性能良好、體積大、不漏氣以及抗沖刷能力強的特點。如何快速形成且有效維護“金屬-爐渣”複合蘑菇頭,對於保護底吹供氣元件,保證底吹供氣元件與爐齡同步至關重要,而終渣成分及爐底高度直接影響蘑菇頭的大小和形狀。
轉爐耐火磚受高溫低碳鋼水沖刷侵蝕較為嚴重,特別是四鋼軋300 t轉爐高溫低碳鋼種生產比例大,且要求較好的底吹效果,爐役中後期爐底的侵蝕尤為嚴重。而頻繁的維護爐底,必然造成爐底上漲甚至堵塞底吹,因此必須對濺渣護爐及生產組織進行最佳化,最終的目的是有效控制爐底高度,進而實現底吹與轉爐爐齡的同步。
濺渣工藝的最佳化:
為規範濺渣操作,從而達到降低氮氣消耗,縮短濺渣時間,確保底吹效果良好的目的,對濺渣護爐工藝規定進行最佳化。
(a) 濺渣渣量: 目標為15t-25t。
(b) 調渣:將生燒白雲石作為調渣劑使用,加入量根據終點氧含量確定。
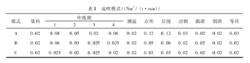
(c) 濺渣槍位、氮氣流量控制要求:根據轉爐部位的不同,使用的濺渣槍位與氮氣流量有所不同,如下表所示,留渣量大時,氮氣流量按上限控制; 留渣量小時,氮氣流量按下限控制,確保爐內渣濺乾。
(d) 爐底料加入量控制:根據液面高度情況,在濺渣結束後預先加入部分渣料。
