引言
 日本武士刀
日本武士刀價格範圍反映出刀劍的品質不同。例如,在美國,您可以找到各種類型的刀劍,從區區50美元的廉價機加工仿製品,到價值高達35000美元的手工打造藝術品!
基本來說,劍就是一端帶柄(劍柄)的開刃的片狀金屬,長度通常在61厘米至122厘米之間。另一端通常由錐形收縮為一個點。通過閱讀本版文章,您可以了解關於劍的知識,以及如何使用現代製造法造劍,步驟如下:
1.選擇設計方案
2.選擇坯料
3.劍身的鑄造和成形
4.鋼材的正火和退火
5.劍刃加工
6.鋼材回火
7.安裝護手、劍柄和柄頭
本文包括現代造劍術的基本內容。此外,歷史上還有很多其他的造劍術,不同時代、不同地區刀匠的作品差別也很大。例如,日本刀的製作工藝和歐洲劍的製造差別就很大。接下來,本文將帶您一探刀劍製造行業的迷人世界。
首先,我們來了解一下劍的組成部分。
劍的歷史
產生在商代,較短,呈柳葉或銳三角形,初為銅制。
春秋戰國,為步戰主要兵器,不斷加長。湖北江陵望山一號楚墓中出土的越王勾踐劍全長有 55.7厘米。 漢武帝時,有超過3尺,劍刃由兩度弧曲而伸,成平直,劍鋒的夾角由銳加大。 東漢,逐漸退出了戰爭舞台,為佩帶儀仗或習武強身自衛。 漢代後銅劍漸被鋼鐵劍替代,並趨於定型,即劍身中有脊,兩側有刃,前有劍尖,中有劍首,後有莖,莖端設環處稱鐔,此外尚有劍鞘、劍穗等附屬飾物。 隋唐,佩劍盛行。《隋書·禮儀志》載:“一品,玉器劍,佩山玄玉。二品,金裝劍,佩水蒼玉。三品及開國子男,五等散(散)品名號侯雖四、五品,並銀裝劍,佩水蒼玉,侍中已下,通直郎已上,陪位則象劍。帶直劍者,入宗廟及升殿,若在仗內,皆解劍。一品及散(散)郡公,開國公侯伯,皆雙佩。二品、三品及開國子男,五等散(散)品號侯,皆只佩。綬亦如之。” 唐代最盛,被文人墨客視為飾物,抒以凌雲壯志或表現尚武英姿。 後劍與道教接上不解之緣,成了道士們手中的法器之一。
劍,古之聖品也,至尊至貴,人神鹹崇。乃短兵之祖,近搏之器,以道藝精深,遂入玄傳奇。實則因其攜之輕便,佩之神采,用之迅捷,故歷朝王公帝侯,文士俠客,商賈庶民,莫不以持之為榮。劍與藝,自古常縱橫沙場,稱霸武林,立身立國,行仁仗義,故流傳至今,仍為世人喜愛,亦以其光榮歷史,深植人心,斯可歷傳不衰。
劍創始自軒轅黃帝時代。據黃帝本紀云:「帝采首山之銅鑄劍,以天文古字銘之」;又據管子地數篇云:「昔葛天盧之山發而出金,蚩尤受而制之,以為劍鎧」。以上兩說,似黃帝與蚩尤,均己制劍為兵。
據以上所述,無論劍之創始人為誰,其出生於黃帝時代,可無置疑。黃帝於民元前四六一五年﹝公元前二七0四年﹞建廟,國號有熊氏,當時尚系初入青銅器時期,但由此推知,劍之出世極為古遠,歷史悠久,故後人稱之「短兵之祖」,確可當之無愧。
自黃帝至東周,大多以銅鑄劍,劍質頗佳,煉製技術亦逐漸進步。春秋戰國之時,並定劍制,詳言制劍之法。周禮考工記云:「周官桃氏為劍,臘廣二寸有半,兩從半之,以其臘廣為之。莖圓長倍之。中其莖,役其後,身甚五其莖,重九鏘﹝按:周禮六兩半為一鏘﹞,謂之上制,上土服之。身長四其莖,重七鏘,謂之中制,中士服之。身長三其莖,重五鏘,下士服之」。又考古記云:「劍,古器名,兩刃而有脊,自背至刃,謂之臘,或謂之鍔﹝即劍身﹞。背刃以下,與柄分隔青,謂之首﹝即劍盤﹞,首以下把握之處曰莖﹝即劍柄﹞,莖端鏇環曰鐸」。
劍的組成部分
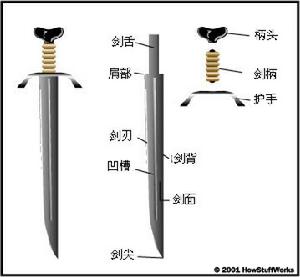
一把劍的主要組成部分包括:
主要有四個基本部分:
1.劍身——形成劍的長度。劍身一般包括六個區域:
劍刃——劍身的開刃部分。劍可以是單刃也可以是雙刃。比如,日本武士刀就是單刃,而蘇格蘭雙刃大劍則是劍身兩側開刃。
劍尖——劍身距離劍柄最遠的末端。大部分劍的前部都是向劍尖錐形收縮為一個點,但是有些劍則從劍身直線延伸到劍的頂部。有些劍,比如美國內戰時期的刺刀,則沿刀身打製成曲線。
劍背——劍身上劍刃對面的部分。當然,雙刃劍沒有劍背。
劍面——劍身的兩側。
凹槽——通常稱作血槽或邊槽,凹槽是一條貫穿差不多整個劍身的窄槽。很多人相信,血液可以通過血槽流出,減少了收縮作用,這樣可以輕易拔出劍。與通俗的說法相反,實際上,凹槽並不是供血液流過的通道。凹槽的作用是減輕劍的重量,同時還不會降低劍的強度。刀匠在劍身上設定凹槽,可以減少材料使用。劍輕,且對劍的結構完整性沒有太大的損害。這與建造摩天大廈時使用I型梁的道理類似。
卡榫——在一些刀劍的基部, 卡榫是護手前部未開刃的劍身部分。卡榫一般用在重劍上,必要時,另一隻手可以握住這個部分。
劍舌——被劍柄包覆的劍身部分。全劍舌的寬度和劍身的剩餘部分相同,並向下延伸通過劍柄和柄頭。部分劍舌不會全部貫穿劍柄,寬度通常不會超過劍身的一半。各種劍的劍舌長度和寬度,特別是在其收縮進入柄頭的地方區別很大。劍柄裡面的劍舌的厚度和寬度決定了劍的握持情況。
2.護手——防止對手的劍沿著您的劍身滑下砍傷您的手的金屬部件。日本刀的護手也可以防止手滑到刀身,很多歐洲劍的護手在進行近距離格鬥時,還可以對抗盾牌。同樣,歐洲劍上的十字護手還可以幫助控制劍尖和劍身。護手的形式可以採用十字型,也可以做成全包覆的籃型,將整個手封閉起來。
3.劍柄——劍的把手,劍柄通常使用皮革、線繩或木材製作。劍柄固定在劍舌上,這樣可以舒適地持劍。
4.柄頭——劍的末端,劍柄就扣合在柄頭上。通常,柄頭比劍柄大一些,防止劍從手中滑出,還可以為劍身提供一定的配重。柄頭可以牢牢地將劍柄固定在劍舌上,有時候柄頭也可以從同樣長度的鋼鑄造出來,作為劍身的一部分。
刀劍部分歷史
開刃武器的使用可以追溯到有歷史記錄的年代。實際上,最早由原始人使用的工具就是開刃的石片。
 制刀大師唐·福格親手打造的美輪美奐的劍
制刀大師唐·福格親手打造的美輪美奐的劍 刀劍在每個重要的文明中都發揮了關鍵作用。甚至在當今的現代社會中,在大部分重要的國家儀式和軍隊儀式中依然可以看到劍的身影,劍的實用性也不可小覷。想想美國海軍陸戰隊舉行的儀式以及他們如何將目光集中在陸戰隊刺刀上。在英格蘭女王舉行的授銜儀式上,她要用一把劍接觸被授銜人的肩膀。
人們所知最早的劍的材料是銅,這是最常見的金屬之一。銅劍非常軟,而且容易變鈍。後來,劍採用青銅製造。青銅是由銅和錫組成的合金。合金是由兩種或多種基礎金屬或元素構成的混合物,可以形成另一種帶有某種特性的金屬。如果是青銅,銅和錫組合在一起後產生的新金屬,特點如下:
1.比銅更結實
2.柔韌性比銅更好
3.劍刃保持鋒利更久
隨著鐵的出現,一種更好的劍橫空出世。在古代,鐵礦石遍及世界各地。鐵礦石含有氧化鐵。為了從鐵礦石中獲取鐵,需要去除氧,從而得到純鐵。最原始的煉鐵裝置叫熟鐵精煉爐。
熟鐵精煉爐使用木炭做燃料冶煉鐵礦石,風箱或吹風裝置向爐內吹入大量氧氣。木炭從本質上講就是純炭。 炭和氧結合在一起,形成二氧化碳和一氧化碳(在此過程中,釋放出大量熱)。炭和一氧化碳與鐵礦石內的氧結合在一起後將其帶走,爐內留下被稱為坯料的多孔海綿塊狀物。然後,坯料再經過鍛打,除去大部分雜質。鍛打後的鐵加工方便,但是鐵劍很軟,劍刃不能持久地保持鋒利。
鐵成為鑄造劍和其他武器的金屬材料,為各大帝國的建立立下了汗馬功勞。鐵制、銅製武器和工具對維持各個政權的穩定發揮了難以置信的作用。實際上,這個歷史時期就稱作鐵器時代和青銅時代。
後來,人們發現了鋼。鋼是一種鐵合金(鐵素體),並含有微量炭(碳化鐵),通常炭含量 0.2至1.5%。鋼最初採用燒結表面硬化工藝煉製,將鐵坯放入由高炭材料製成的容器內。再將容器放入爐內,長時間保持高溫,時間從數小時到若干天不等。在此期間內,將發生炭轉移,即鐵將從容器中吸收一定量的炭。最後得到的鐵和炭的混合物就是鋼。
 唐·福格在他的煅爐旁工作
唐·福格在他的煅爐旁工作鋼比鐵和青銅有如下幾個優點:
1.硬度高。
2.經過合適的熱處理後柔韌性好。
3.劍刃鋒利保持長久。
4.可進行加工成形處理。
5.比鐵更耐腐蝕和鏽蝕。
今天製造的幾乎所有的劍都採用某種鋼合金材料。現在的大部分鋼材中,同樣含有一定量的其他元素。您將在後面了解更多種類的鋼合金,但是,我們首先要談一下造劍要使用的工具。
鍛冶場
在刀匠(製作刀劍和其他開刃工具的人)開始造劍之前,他必須有一個合適的環境和工具。刀匠的工作間稱作鍛冶場,和傳統的鐵匠鋪很像。由於鍛打過程中會產生煙塵,所以鍛冶場通風必須良好。應特別注意煅爐、鐵砧和其他設備的位置,確保刀匠轉移加熱鋼材的距離最小。
最近的幾個世紀,刀匠使用的基本設備變化不大。對於大部分鐵匠來說,最大的變化發生在鍛造結束後的處理,現在人們都使用電動工具打磨並拋光鋼材。行業工具包括:
 注意鐵砧上堅硬的方鑿孔和圓鑿孔。
注意鐵砧上堅硬的方鑿孔和圓鑿孔。鐵砧——這是鐵匠的象徵,鐵砧是最著名、最容易被發現的鐵匠設備。標準的鐵砧包括如下部分:
砧座——鐵砧塊、砧座的底部通常鑽有安裝孔,確保鐵砧安裝牢固。
砧面——對鋼材進行整形加工的平面。鐵砧的頂部經過回火處理,堅硬無比,而且十分平整。鐵砧的邊緣稍圓滑,以確保不會切削或損壞鋼材。
砧墊——砧面和砧角間的小平面,砧墊用於打鑿工作,這樣不會損傷鐵砧的表面。
砧角——鐵砧的前端,是從砧墊的下方開始由錐形收縮為圓形的尖角。還稱作尖嘴砧,砧角用於彎曲鋼材。
方鑿孔和圓鑿孔——方鑿孔是砧面上的方形槽,內置了一些下面要講到的成形工具。圓鑿孔是砧面上的圓形孔,向下通入鐵砧,可以進行衝壓、鑽孔或擴孔。主要用於鋼材沖孔和整形。
鐵錘——鐵錘是刀匠的左膀右臂。依靠鐵錘,刀匠可以打造出劍的基本形狀。刀匠和鐵匠使用的鐵錘和五金店賣的普通鐵錘稍有不同。主要的區別在於鐵匠錘是凸面錘,而大部分標準錘不是。凸面是指鐵錘的頭部有一定弧度,而不是平直的。刀匠用凸面鐵錘打擊鋼材時,才不會在材料上留下銳利的痕跡。
鐵錘尺寸變化很大,用途各不相同:
球面、橫頭和直錘頭——鐵錘有平頭、弧面頭,錘的另一邊是圓形(球面)或楔形(橫頭和直頭)。橫頭錘的側面為楔形,而直頭錘的楔面與鐵錘平行。大部分的成形工作都需要使用尖頂錘。
大錘和單手錘——大錘個頭大、重量沉,可高達9公斤。鋼材大量整形時需要使用這兩種錘,並且通常需要兩個人共同操作。一個人用夾具將鋼材放在鐵砧上,另一人則揮動大錘鍛打。單手錘比大錘小,可以一個人操作使用。
型錘和平錘——這兩種工具都有大的平頭。平錘的作用就是平整鋼材。型錘用於捶打直角和平邊。
火鉗——火鉗是個萬能工具,沒有它刀匠就無法工作。實際上,一般的鍛冶場都有幾把火鉗。火鉗的作用是,對鋼材進行成形加工時,將鋼材夾持放在鐵砧上。將鋼材放入煅爐或取出時,也需要使用火鉗,以便於對鋼材進行淬火。
整形工具——只用一把鐵錘,刀匠很難完成鋼材的各種加工操作。因此,刀匠會選用一些更專業的工具。
方鑿孔(尖嘴、凹槽和鐵模)——這些都是放在鐵砧方鑿孔內的工具。尖嘴是一種圓形部件,可用於彎曲鋼件,像一個小犄角。凹槽則用於加工劍上的槽,這也是為什麼劍的槽通常稱作凹槽的原因。使用鐵模,可以將鋼材壓成特定的形狀,比如三角形、四方形或六邊形。
鑿子——和您想的一樣,鑿子用於切割或刨除鋼材。
沖孔器和擴孔器——沖孔器用於在鋼材上穿孔。擴孔器用於擴展現有的孔。鐵砧上的圓鑿孔為沖孔器或擴孔器提供穿過鋼材的空間。
鍛爐——上面提到的這個工具預熱後可以對鋼材進行整形加工。要加熱鋼材,就需要鍛爐。煅爐的種類包括煤爐、氣爐和電爐。大部分刀匠選用這三種爐子作為主煅爐。根據所用鋼材的不同,以及刀匠的技術,加熱時間和溫度變化很大。
淬火槽——裝滿油的金屬容器,鋼材結束成形加工後,浸入淬火槽。淬火槽使用的油可以提高鋼材的硬度。
冷卻池——大水桶或其他盛水容器,用於冷卻鋼材和工具。
附加工具——大部分刀匠的工作間內都配有這裡介紹的全部或部分工具。此外,一些通用工具,比如螺絲刀、鋸、鉗子和扳手也非常有用。
 湯米·麥克納布使用的液壓沖床
湯米·麥克納布使用的液壓沖床 銼刀——用於除去鋼材粗糙的邊緣和毛刺。
老虎鉗——刀匠工作時,用它可以將工件夾在固定位置。
液壓沖床——壓平鋼材,基本成形。
噴槍——用於切割鋼材,基本成形。
砂輪——使用廣泛,從基本成形到預拋光都會使用。
拋光輪——用於已完工刀身的拋光。
鑽床——用於在鋼材上打孔。
工具安裝就位後,刀匠需要決定要做什麼以及使用哪一種鋼材。
劍的不同特性
刀匠要採用什麼鋼合金造劍,主要取決於他們的經驗以及希望劍獲得的特性。所用合金基本上都是某種類型的炭鋼,鋼材必須含有一定量的炭才能具有足夠的硬度,從而長時間地保持劍刃鋒利。但是,炭含量如果過高,則會降低劍身的柔韌性,使其變脆,更容易斷裂。 造劍用鋼材的炭等級為60至70點
造劍用鋼材的炭等級為60至70點《完美刀匠》的作者吉姆·赫瑞索拉斯推薦使用炭含量為60至70個點的鋼材。在鋼材中,炭含量以點列出,每個點等於全部成分的0.01%。因此,70點等級是指鋼材的含炭量為0.7%。唐·福格實際使用1086號鋼(炭含量為 0.86%),製造的刀具性能優良。但是,等級越高並不總代表鋼材的性能越好。鋼材經過精心的熱處理後,就可以得到彈性好、強度高的好劍身。大部分鋼合金包括如下一種或多種元素,每一種都會給鋼材帶來某種優點(同時,也具有一定的缺點)。下列各元素是最常見的,合金里也會有更多其他的元素。 鉻——在不鏽鋼合金中使用,可增加硬度,但在煅造過程中可能會引起鋼材的破碎。
鎢——有利於保持劍刃長久的鋒利,但是很難鍛造。
錳——可以增加熱處理過程中的強度。
鉬——高溫時保持鋼的強度,但是如果含量過高,便會增加鍛造難度。
鎳——可以增加強度,但不能增加硬度,在不鏽鋼中以較高的濃度出現。
矽——提高鋼材的靈活性和硬度,增加傳導性。
在選擇金屬材料之前,刀匠應首先設計一個方案,並確定所製造刀劍最重要的特性是什麼。比如,西洋劍的薄刃需要非常好的柔韌性,而闊劍則需要較大的硬度和強度。刀匠同樣要決定採用什麼方法造劍,不同的造劍法決定了使用何種材料,不鏽鋼合金的使用更是如此。因為不鏽鋼的正確鍛造和回火相當困難,刀匠可以購買不鏽鋼條,經過打磨處理後,加工成需要的形狀。在打磨過程中,通過切削和打磨去掉坯料上的多餘部分,直到打磨出了您所希望的形狀。製做定製的刀劍時,大部分刀匠都喜歡用鍛造法,因為其靈活性較高。鍛造刀劍就是將金屬材料加熱後,將其衝擊鍛打成相應的形狀。
 由刀劍大師唐·福格親手打造的花紋焊接大馬士革刀
由刀劍大師唐·福格親手打造的花紋焊接大馬士革刀花紋焊接也可稱作層鋼,或者花紋焊接大馬士革鋼(如下圖所示),這種鋼材在鍛造過程中將兩種或多種金屬結合在一起。一般來說,是多層鋼合金與一種較軟金屬(比如鎳)的許多層結合而成的。在各層之間反覆摺疊鍛打無數次,這樣可以進一步去除金屬中的雜質。反覆摺疊鍛打也會成倍增加層數。如果刀匠開始用三層鎳加上四層鋼摺疊鍛打,經過一次摺疊鍛打後,變成14層,再經過一次摺疊鍛打,將變成18層,第三次則變成56層!
隨著摺疊鍛打的繼續,軟金屬與多層鋼焊接或粘合在一起,最後成為了一個整體。較軟的金屬層增加了劍的柔韌性,同時又不會降低切削刃需要的鋼的硬度。當劍身完成後,需要進行一次酸洗,這樣可以顯示出不同金屬之間的對比效果。不同金屬產生的各種花紋,為劍身增加了奇幻無比的美,而且這些花紋非常精細。
刀劍鍛造過程
 唐·福格在他的煅爐旁工作
唐·福格在他的煅爐旁工作刀匠的煅爐基本上就是個超級熱的大烤爐。傳統的刀匠喜歡使用炭煅爐,但是也有很多刀匠喜歡使用氣爐或是電爐。無論使用什麼類型的煅爐,希望達到的結果都是一樣的:將鋼材加熱到合適的溫度,便於鍛打出劍的形狀。
在649℃-816℃下,鋼材會變得火紅,982℃時會變成橘紅色。大部分鋼合金應在這個溫度範圍內進行加工。如果鋼的溫度變冷,則會呈現出藍色,此時捶擊就會被擊碎。與此相反,如果合金說明沒有特別的規定,則鋼材不能加熱到982℃以上。
鋼材加熱後,第一步叫做拉拔。拉拔鋼條,可以增加長度,並減少厚度。也就是將鋼材打平,加工成基本的劍形。沿一條邊捶擊鋼材,刀匠可以將鋼材的長度逐漸彎曲,打造成一把彎劍。
下一步,刀匠開始製作劍身的錐度。錐化用於製作出劍身的劍尖和劍舌,以一定的角度捶打鋼材就可以完成錐化。首先從開始變細的地方開始連續捶打到劍身的末端。錐化過程中常常引起劍身厚度的增加,此時需要拉拔劍身。劍舌完成後,刀匠一般會使用一個絲錐板牙套件,在劍舌的末端加工出螺紋用於安裝柄頭。
然後,刀匠會繼續加工劍身的某個部分。刀匠將劍身的一部分加熱(一般加熱刀身的15.24至20.32厘米),直到這部分變紅,然後用鐵錘和其他工具進行成形加工。在捶打過程中,要反覆輕彈劍身,確保劍身的兩側加工均勻。
在鍛造過程的某個時刻,刀匠通常會對鋼材進行正火。簡單的說,就是將鋼材放回煅爐中重新加熱升溫。然後刀匠不做任何處理,任其逐漸冷卻。正火的目的是粒化鋼材(晶體化結構)。事實上,刀匠每次加熱劍身的一部分,鍛打後,不僅改變了鋼材的形狀,還改變了鋼材顆粒。鋼材加熱到一定溫度後,會發生奧氏體化(鐵原子和炭原子開始混合)。將鋼材從煅爐中取出,然後自然冷卻。這樣可以減少由於劍身成分的不規則而引起的應力,並確保整個劍身顆粒的一致。
 刀劍大師唐·福格的一名學徒在銼劍身
刀劍大師唐·福格的一名學徒在銼劍身 最後,在打磨和拋光階段,刀身還要進行退火處理。退火看上去和正火類似,但是效果卻相差萬里。鋼材加熱到合適的溫度後,開始奧氏體化。然後,鋼材慢慢冷卻下來。通常,鋼材用絕緣材料包裹,確保鋼材不會快速冷卻。
退火的過程從幾個小時到一天不等。退火的目的是讓鋼材變軟,便於打磨和切削。退火完成後,刀匠開始打磨劍身。
加工劍刃
劍身退火後,刀匠可以雕刻圖案並加工劍刃和劍尖。使用帶砂輪是最常用的加工劍刃的方法,但某些刀匠喜歡使用銼刀。
由於鋼材變軟,此時要用刀刃切削任何東西,刀刃都會受損。鋼材必須加熱,進行硬化處理。然後,刀匠將劍身加熱到奧氏體化的溫度。整個過程,劍身應均勻加熱。雖然很多刀匠使用煅爐進行這個過程,但是也有些刀匠使用鹽浴法。
 唐·福格使用的鹽浴
唐·福格使用的鹽浴這種方法是,將鹽加熱到合適的溫度後,將刀身懸浮在鹽浴中,保持一定的時間。鹽浴使用熔化溫度比鋼熔化的溫度低的鹽,但是超過這個溫度後,鹽將仍然保持液態,這樣就為刀身提供了極佳的“熱浴”條件。就像一壺燒開的水,鹽均勻徹底地加熱鋼材。
劍身從煅爐或鹽浴中取出後,必須馬上放入淬火槽。淬火槽內的油使鋼材快速均勻地冷卻。如果由於某些原因,鋼材不能均勻冷卻,劍身會出現彎曲,甚至會碎裂。劍身放在油中的時間不能過長,也不能過短。任何一種錯誤都會毀掉整個劍身。根據鋼材的不同,以及淬火槽內的油或其他硬化媒介以及劍身厚度的不同,劍身淬火的時間有一些通用的原則。大部分刀匠都說,主要是將經驗和直覺結合起來,以確定淬火的時間。淬火將滲碳體包圍在鐵素體內,並製造出一種非常硬的鋼,叫做馬氏體。
現在,鋼材經過硬化處理後,可進行回火處理。回火,或者熱處理是將劍身再一次加熱,這次熱處理不用將劍身加熱到奧氏體化的溫度。根據鋼材的不同,回火溫度很低。劍身保持此溫度一定時間,然後再次淬火。大部分的刀匠都會將劍身退火幾次,以得到精確的硬度等級。理想的狀態是,鋼材的硬度足夠保持鋒利的劍刃,但又不能硬得變脆,因為這樣可能引起崩刃或碎裂。
鍛造劍的其他部分
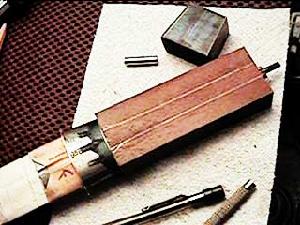 用於製作劍柄的木塊
用於製作劍柄的木塊劍身回火完成後,刀匠接下來需要增加劍的其他部分。刀匠通常在加工劍身的同時,就開始鍛打護手和柄頭。護手焊接到劍身上,或者就是貼靠在劍肩上,並通過劍柄固定。
劍柄可以採用如下幾種材料:
木材
金屬
線繩
骨材
皮革
塑膠
劍柄一般滑過劍舌頂在劍肩上,(刀柄一般採用鉚接或是粘
 本頁中的劍身護手細節
本頁中的劍身護手細節 合。)並在末端由柄頭固定。柄頭或者用劍舌末端的螺紋固定,或是滑過劍舌。劍舌的末端被鍛打平整,扣住柄端。有些劍的柄頭,甚至將護手都與劍身鍛打為一體。
護手、劍柄和柄頭製造完畢後,開始對劍進行打磨和拋光處理。最後用油石打磨劍刃,完成品就是刀匠辛苦工作的見證。
相關圖片


 乾隆配劍
乾隆配劍


