例外原理概述
例外原理,指行政領導者越把主要精力集中於一些重要的例外偏差,則控制工作的效能越高,二者成正比例關係。行政領導者在進行行政控制時,必須把例外原理同控制關鍵點原理結合起來,不僅要善於尋找關鍵點,而且在找出關鍵點之後,要善於把主要精力集中在對關鍵點例外情況的控制上。
例外原理的套用
例外原理這一原理可表述為:主管人員越是只注意一些重要的例外偏差,也就是說越是把控制的主要注意力集中在那些超出一般情況的特別好或特別壞的情況,控制工作的效能和效率就越高。質量控制中廣泛地運用例外原理來控制工序質量。工序質量控制的目的是檢查生產過程是否穩定。
如果影響產品質量的主要因素,例如原材料、工具、設備、操作工人等無顯著變化,那么產品質量也就不會發生很大差異。這時我們可以認為生產過程是穩定的,或者說工序質量處於控制狀態中。反之,如果生產過程出現違反規律性的異常狀態時,應立即查明原因,採取措施使之恢復穩定。
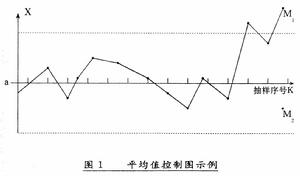
工序質量控制中廣泛採用“平均值控制圖”來判斷工序質量是否處於控制狀態。如圖1所示。這是一張根據產品質量指標 X的分布作出的圖形,中間的橫線表示質量指標 X的期望值,記作 a,標記為 M1和 M2的上下對稱的兩條平行線,稱為置信水平<一般為90%或95%)的偏差控制線。當質量指標X的樣本平均值X落在M1與M2所圍成的區域以內時,我們有90%的把握認為工序質量處於穩定狀態。而一旦 X值接連落在上述區域以外時,我們就有理由認為生產過程出了問題。這時,需要儘快查明原因,採取糾正措施。
需要指出的是,只注意例外情況是不夠的。在偏離標準的各種情況中,有一些是無關緊要的,而另一些則不然,某些微小的偏差可能比某些較大的偏差影響更大。比如說,一個主管人員可能對利潤率下降了一個百分點感到非常嚴重,而對“合理化建議”獎勵超出預算的20%不以為然。因此,在實際運用當中,例外原理必須與控制關鍵點原理相結合。僅僅立足於尋找例外情況是不夠的,我們應把注意力集中在關鍵點的例外情況的控制上。這兩條原理有某些共同之處。但是,我們應當注意到它們的區別在於,控制關鍵點原理強調選擇控制點,而例外原理則強調觀察在這些點上所發生的異常偏差。
本條目在以下條目中被提及
- 古典組織理論
- 控制職能
