
概況
中速磨煤機適用於磨製煙煤和貧煤等中等硬度的物料的粉末化磨粉作業,可廣泛套用於電力、冶金、建材、化工等行業的制粉系統,特別是需要大量地使用煙煤的高爐噴煤制粉系統中。
中速磨煤機是指工作轉速為50~300r/min的磨煤機,屬於煤制油煤粉加工的專業設備,中速磨煤機可以為煤制油提供合格的煤粉。中速磨煤機有結構緊湊、金屬耗量少、占地面積小、初期投資少、運行時耗電量小等特點;特別是低負荷時單位磨煤電耗增加不多、噪聲小,煤粉均勻性很好。圖2是中速磨煤機的基本構成。
目前國內採用的中速磨煤機有以下四種:
(1)輥-盤式中速磨,又稱平盤磨,該類型的中速磨適用於粉末軟質或中等硬度的物料,當磨機內通入熱空氣時,物料同時得到烘乾和粉磨;
(2)輥-碗式中速磨,又稱碗式磨或RP型磨;
(3)球-環式中速磨,又稱中速球磨或E型磨;
(4)輥一環式中速磨,又稱MPS磨。不同形式的中速磨煤機的使用情況不同,由於結構不同或是設備的關鍵材質不同適應的環境也不同。
 圖1.中速磨煤機
圖1.中速磨煤機工作原理
電動機通過減速機帶動磨盤轉動,物料經鎖風餵料器從進料口落在磨盤中央,同時熱風從進風口進入磨內。隨著磨盤的轉動,物料在離心力的作用下,向磨盤邊緣移動,經過磨盤上的環形槽時受到磨輥的碾壓而粉碎,粉碎後的物料在磨盤邊緣被風環高速氣流帶起,大顆粒直接落到磨盤上重新粉磨,氣流中的物料經過上部分離器時,在旋轉轉子的作用下,粗粉從錐斗落到磨盤重新粉磨,合格細粉隨氣流一起出磨,通過收塵裝置收集,即為產品,含有水分的物料在與熱氣流的接觸過程中被烘乾,通過調節熱風溫度,能滿足不同濕度物料要求,達到所要求的產品水分。通過調整分離器,可達到不同產品所需的粗細度。
組成及檢驗
中速磨煤機存在有以下幾個主要結構:①料斗,進料斗一般為方形,出料斗一般為圓形;②轉動部分,轉動部分為磨煤機主要組成結構,包含有螺旋管、筒體、端蓋等部件;③傳動部位,主要包含有電動機、軸、軸承、減速器、齒輪、聯軸器等。
其關鍵結構及檢驗技術如下所示:
碾磨部件
中速磨煤機有兩組相對運動的碾磨部件,碾磨部件在彈簧力、液壓力或其它外力作用下,將其間的原煤擠壓和碾磨,最終破碎成煤粉;通過碾磨部件旋轉,把破碎的煤粉甩到風環室,流經風環室的熱空氣流將這些煤粉帶到中速磨煤機上部的煤粉分離器,過粗的煤粉被分離下來重新再磨,在這個過程中,熱風還伴隨著對煤粉的乾燥;在磨煤過程中,同時被甩到風環室的還有原煤中夾帶的少量石塊和鐵器等雜物,它們最後落入雜物箱,被定期排出。經過上述加工過程,中速磨煤機可以為高爐煉鐵系統提供非常適合使用的輔助材料煤粉。優質中速磨煤機具有金屬耗量少,金屬磨耗低,維護費用低,磨煤電耗小,工作噪音低,結構合理,堅固耐用,價格低廉,維修方便等特點。
軸承部位
針對軸承襯冷卻系統展開水壓試驗,將試驗水壓設定為0.6MPa,維持該水壓1h,期間不存在有滲漏現象視為檢驗合格。對高壓油腔通道進行沖洗,之後將通入油壓設定為25MPa,維持該油壓20min,不存在有滲漏現象則視為合格。
主軸承底板需要吊裝至方箱位置,磨煤機有兩個軸承底板,其加工面需要保持在同一水平面,選擇水平儀進行校準,將水平度控制在0.1mm/m。在兩個軸承底板中心線的檢驗方面,可以選擇拉線法進行,將誤差控制在1mm以內。將主軸承吊裝至軸承底板,保證軸承與底板之間均勻接觸,每隔一段位置用0.1mm塞尺檢查接觸間隙,發現存在有較大間隙位置,進行適當的調整。做好軸承襯、鞍型座等部位的清潔,刷塗潤滑劑,將軸承襯放入鞍型座。
轉動部位
將左螺旋管旋轉至固定端蓋,將右螺旋管旋轉至移動端蓋,在配合間隙的檢查方面,選擇0.55cm塞尺。在進行端蓋與筒體法蘭的安裝時,為了便於安裝,可以在其配合面刷塗鉛油,提高配合面的接觸效果,之後在筒體上安裝固定端蓋和移動端蓋,M30螺栓固定,之後確定圓周止口配合間隙,進行適當的調整,保證十字兩點相等,之後擰緊螺栓,打入銷釘。在完成筒體和端蓋的組裝之後,整體吊裝至主軸承襯,保證主軸承內孔與端蓋軸頸刮研不夾。在完成傳動部位安裝之後,需要做好移動端蓋軸頸甩油環與軸承襯間隙的校準工作,其間隙需要超過20mm,使用靜水平儀檢驗轉動部位安裝的水平性。
傳動部位
一方面,檢查小齒輪與大齒輪嚙合側向間隙,根據大齒輪的位置,選擇合適的中心距進行小齒輪的安裝,對小齒輪與大齒輪中心軸線平行度偏差進行檢驗,保證每米誤差在0.15mm以內,另外,還需要結合側向間隙對大小齒輪的嚙合情況進行詳細的檢查,檢核間隙在1.24~2.19mm以內。
齒側間隙的檢查有以下幾種檢查方法:
①使用塞尺進行齒間間隙的測量,轉動小齒輪,保證小齒輪與大齒輪有一個驅動齒面接觸,之後將塞尺塞入從動吃麵,測量齒側間隙,之後在齒面兩端再次測量齒側間隙,如果大小齒輪安裝正確,那么兩個測量值相同;
②選擇鉛絲進行測量,將鉛絲放在兩個齒輪齒面寬度兩端區域,齒輪在緩慢轉動過程中,鉛絲可以通過嚙合,之後使用千分尺測量被壓平部位鉛絲厚度;
③部分設備大小齒輪軸承座附近沒有足夠的空間,塞尺很難順利塞入齒輪面,可以將百分表安裝在小齒輪齒面頂部,之後正反兩個方向轉動小齒輪,通過這種方式測量齒輪間隙,間隙值為百分表讀數之和。
另一方面,檢驗小齒輪和大齒輪嚙合接觸率,在嚙合接觸率的檢驗方面,可以使用塗色法進行,將顏料塗抹在大齒輪齒面,連續塗抹10個左右齒面,之後轉動兩個齒輪,轉回塗色位置之後,觀察另一個齒輪齒面被染色部位位置,如果兩個齒輪嚙合正確,那么被染色部位染色點會在齒輪齒面中間位置均勻分布,如果被染色部位染色點在齒輪面中間偏上位置,說明中心距過大,如果被染色部位染色點在齒輪面中間偏下位置,說明兩個齒輪之間的中心距過小,如果染色部位染色點在齒輪面邊緣位置,就必須要對兩個齒輪進行調整和校準。
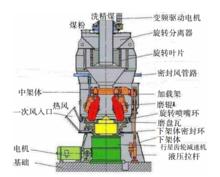 圖2.中速磨煤機基本構成
圖2.中速磨煤機基本構成運行特性
磨煤機出力
磨煤機出力是隨著下游裝置負荷的變化而變化,變化的幅度與磨煤機的型號及所對應的出料煤粉細度有直接關係,不僅如此還與自身運行狀況如,磨煤機的磨損狀況與碾磨壓力大小有關。洗精煤水分的高低決定著碾磨出力的大小,水分越大磨煤出力越小,但是水分過大會造成磨輥處煤粉之間的粘結,給磨煤機的運行造成安全隱患。煤粉越粗,磨煤機出力越大。磨煤機出力還與磨煤機碾磨壓力有關,碾磨壓力主要來自液壓載入系統,液壓缸或其他壓緊件之間的壓緊力,碾磨壓力過大會加速碾磨部件的磨損,過小將會造成磨煤機出力減小,煤粉細度增大。因此在運行過程中應保持碾磨壓力一致,隨著碾磨部件的磨損,在運行過程中應進行相應的調整。
通風量
通常情況下,進入磨煤機的風量是以一定的流速將磨出的煤粉進行乾燥並輸送出去,當中速磨運行負荷一定時,磨煤機的通風量是個穩定的值,穩定的通風量可以保證風環風速與煤粉細度的要求。煤粉系統內的通風量是由:在運行溫度下,水平的一次風管內的流速不小於15米/秒,這是為了防止煤粉沉積,造成磨煤機堵塞;還有就是保持中速磨煤機最低的風環速度,防止洗精煤雜質量增加和必要的煤粉細度。
煤粉細度
當磨煤機運行負荷降低時,通風量也降低,能托起並帶走的煤粉粒徑變小,煤粉變細。不僅如此,運行中的磨煤機的碾磨壓力對煤粉細度也有很大的影響,保持磨煤機運行負荷,隨著碾磨壓力變大,煤粉變細;碾磨壓力不變時,隨著磨煤機的運行負荷增大,煤粉變粗,碾磨壓力對煤粉細度的影響隨著磨煤機負荷的增大而更加明顯。因此磨煤機處於低負荷運行時,可以適當降低碾磨壓力這對降低碾磨部件的磨損室有利的,同時還對煤粉細度的影響也是不明顯的。
運行溫度
磨煤機的出口風粉混合物的溫度越大,對煤粉的乾燥越有利,但應將溫度保持在安全的範圍內。若出口溫度過高,會造成煤粉中的揮發分提前逸出,增大著火的風險,同時還會降低磨煤機內的潤滑油的使用壽命和使用效果。若出口溫度過低,會造成洗精煤得不到充分乾燥,貼上在磨煤機內部或是煤粉管道中,造成煤粉堵塞管道引發磨煤機損壞或煤粉管著火等危險。一般中速磨煤機的出口溫度控制在100~120攝氏度。
 圖3.中速磨煤機
圖3.中速磨煤機維修保養
維修
設備維修時要做好以下工作:
(1)檢查主機前後軸承室軸承潤滑狀況,如油脂積垢,要清洗乾淨,要更新潤滑脂,看其軸承磨損狀況,看其是否需要更換。
(2)檢查及其外部螺栓並堅固;
(3)打開主機,檢查擊煤錘磨損狀況,若嚴重需要更新新件;
(4)檢查粉碎部位各部襯板與機體固定螺栓有無鬆動,鬆動要堅固,襯板磨損嚴重要更換新件;
(5)檢查風扇葉片連線螺栓,有無鬆動,葉子是否磨損嚴重,如有發生鬆動應堅固或是更換;
(6)檢查燃燒爐內部清除積垢,修補爐襯。
保養
保養是每天必須做的工作,這樣才不會在以後出現大的問題,保養工作要堅持經常,每次停機後,要檢查機械各部螺栓有無鬆動,鬆動須堅固,查視主機前後軸承室潤滑油量,並按時補註,軸承室以注軸向端蓋油咀注入鋰基潤滑油。
