
食品包裝容器
正文
食品在加工、運輸、貯藏、銷售、消費者使用的過程中均需包裝。食品包裝容器通常是指與食品直接接觸的包裝容器,即內包裝容器。使用包裝容器或包裝材料進行包裝(通常指在加工廠內進行包裝)的食品稱為包裝食品。食品包裝的作用很多,首要目的是保藏食品,使食品免受外界物理、化學和微生物的影響,保持食品質量,延長食品的貯藏期。密封包裝容器的採用,使得食品的加工、貯運、銷售能按工業化方式進行,使零散的食品加工和技藝發展成為食品工程和工業。食品包裝容器的研究範疇通常包括食品包裝材料、食品包裝機械和食品包裝技術。食品包裝容器首先涉及食品包裝材料,但與包裝機械和包裝技術有密切聯繫。食品包裝材料需具備的主要性能是:對氧氣、水汽和微生物有隔絕性,耐食品的腐蝕,符合安全衛生法規等。食品包裝容器通常應具有一定的強度,可靠的密封性,良好的外觀,適合食品充填機械生產,便利消費者使用等。古代人們主要以竹、木、陶瓷、植物莖葉、動物皮和內臟等為原料製造包裝容器。中國以陶瓷器具釀酒和貯藏食品已有約4000年歷史。希臘人在公元前1000多年就用木桶盛葡萄酒。羅馬人在公元前 750年曾用羊胃制袋盛裝牛乳和乾酪。近代的食品包裝容器通常認為是由於玻璃瓶罐頭和馬口鐵罐頭的出現,揭開了近代食品包裝的序幕。現代食品包裝容器主要類型有紙容器、金屬容器、玻璃容器和塑膠容器,傳統的食品包裝容器主要有木製容器、布制容器、陶瓷器具等。
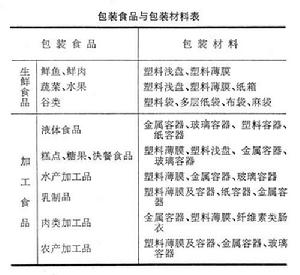
包裝食品與包裝材料 隨著包裝材料、包裝機械和包裝技術的不斷進步,各種包裝食品大量出現,如瓶裝食品、罐裝食品、蒸煮(袋)食品、冷凍食品、無菌化包裝食品等。具代表性的包裝食品所用包裝材料如表所示。
 食品包裝容器
食品包裝容器基本材料 紙容器所用的基本材料有:①牛皮紙,是採用軟木粗纖維的硫酸鹽紙漿製得。其強度高於一般紙,可作大型紙袋包裝食糖、麵粉和大米等。以合成樹脂處理過的牛皮紙具有防潮耐油的特點。②硫酸紙,是用硫酸處理紙張,使其纖維表面形成膠狀澱粉纖維素,具有強度高、防潮、耐油和耐熱殺菌溫度的特點。可用於油性食品、冷凍食品的包裝,有時作罐頭內包裝紙襯裡。③蠟紙,是用低熔點石蠟處理的,有防潮、耐油和耐封口性的特點。是用於各種高低檔食品最廉價的包裝材料。④玻璃紙,又名賽璐玢,由紙漿經氫氧化鈉溶液處理後加工製得,具有透明度高、隔熱性好、耐油脂、美觀價廉等特點,廣泛用於一般性食品的包裝。但普通玻璃紙有吸濕性強的缺點,不適用於含水量高的食品包裝。用聚氯乙烯共聚物、聚偏三氯乙烯樹脂處理的防潮玻璃紙具有優良的防潮性。⑤複合紙,是紙與塑膠、鋁箔等的層壓材料,性能全面,可用於包裝一般性食品、冷凍食品、飲料及無菌包裝。
主要類型 紙容器形式多樣,所用材料各異。如以複合紙為原料的紙容器,其主要類型有3種:①稱為牛奶盒的四角型紙包、磚型紙包和屋頂型紙包等。一般採用聚乙烯-紙-聚乙烯-鋁箔-聚乙烯5層複合紙板製造,具有對水汽、氧氣的隔絕性。可用於牛奶及果汁等液體飲料的包裝。②紙和塑膠複合材料製成的紙杯、紙盒等。廣泛用於冷凍食品、快餐食品的包裝,特別是聚乙烯-紙-聚乙烯所制的紙杯、紙盒等多用於冰淇淋的包裝。③組合罐。罐身多採用複合紙板製造,內壁有樹脂塗層,底蓋採用塑膠或金屬。主要用於乾性食品的包裝。此外,還有以硬化紙板製成的大桶,用於包裝乾燥粉末食品、穀類等。
金屬容器 1810年英國人P.杜蘭特發明用鍍錫薄板(俗稱馬口鐵)密封保藏食品的方法,進而誕生了馬口鐵罐頭。一個多世紀以來,制罐材料和制罐工藝不斷革新。首先傳統的制罐材料──鍍錫薄板的品質愈來愈高,鍍層厚度由原來的 10µm左右降至 1µm左右(1945)和0.1µm左右(1980),板厚也從過去的0.3mm降至近期的0.15mm,強度隨之提高,有的品種還能適應深沖拉拔制罐。20世紀50年代以後,又成功地採用了鍍鉻薄板,發展了用於食品和飲料的鋁合金薄板。同時,傳統三片罐的制罐工藝也由錫焊罐發展到粘接罐。70年代開發了電阻焊罐,並在全世界迅速推廣。三片罐自50年代後迅速發展,尤其是60年代興起的沖拔拉伸罐,在短短的20多年間已成為遍布世界的各種充氣飲料罐。金屬容器在食品包裝中占有重要地位,在經濟已開發國家所占比例更大,如在美國僅次於紙和紙板而居第二位。
制罐材料 主要基材有鍍錫薄板、鍍鉻薄板和鋁板。
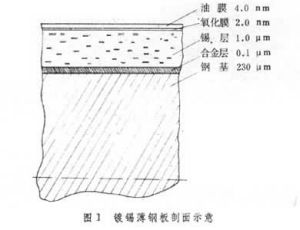
鍍錫薄板是用低碳鋼用冷軋、 退火、 平整、鍍錫、軟熔、鈍化和塗油等工序製成。調整鋼錠中某些元素的含量,或適當改變上述某些工藝參數,即可製成不同耐蝕特點或適應不同制罐方式的鍍錫薄板。其典型斷面結構見圖1。鋼基板表面清潔,軟熔溫度時間適當,即可獲得錫鐵界面合金層緻密的高耐蝕性薄板(常稱K板)。調整退火溫度時間,即可得到不同調質度(硬度)的產品。低調質度(T-52)適於深沖制罐,較高調質度(T-61)的薄板套用厚度可以更薄 (~0.2mm)。經兩次冷軋的薄板,常用厚度為0.18~0.14mm,其強度(調質度)會更高。
 食品包裝容器
食品包裝容器60年代後大量用於制罐的鋁薄板,主要是鋁錳和鋁鎂系合金鋁。它也是經冷軋、退火、平整和鈍化等工序製得。其特點是有更好的壓延性和拉伸性。
罐壁內外塗料 食品及飲料採用金屬罐時,通常在罐壁內外塗裝有機保護塗料。內壁塗料用以防止內容物對罐壁的腐蝕,避免金屬離子溶出,保護內容物在貯藏期內的質量。塗膜常需具備優良的抗蝕性、附著性、耐機械加工性、耐熱殺菌性以及符合毒理學衛生規定等。外壁塗料用以防止罐外生鏽,保護印刷膜,增加美觀,提高商品價值。要求塗膜具有良好的光澤、硬度、附著性、保色性以及耐蒸煮性等。
內壁塗料主要類型有:①油樹脂塗料。通常是由幹性油(如桐油、亞麻油等)與樹脂(如油溶性酚醛樹脂等)按一定比例在高溫下反應製備。油樹脂塗料是最早(1903)使用的罐內塗料,當時為解決紅色水果退色問題,開始採用天然樹脂和幹性油製備油樹脂塗料,俗稱衛生罐塗料(R-塗料)。1921年在衛生罐塗料中加入氧化鋅解決了玉米罐頭變黑問題,該塗料被稱為C-磁漆。油樹脂塗料由於製備工藝簡易,價格較低,塗膜有良好的抗蝕性及附著性,故沿用至今。缺點是耐焊錫熱較差,易給食品帶來異味。油樹脂清漆(衛生罐塗料)可用於水果、蔬菜和果汁飲料罐內;加有氧化鋅的C-磁漆可用於肉、禽、海產、玉米、蘆筍等含硫食品罐內。②環氧-酚醛塗料。是由環氧樹脂與酚醛樹脂(如苯酚甲醛樹脂、雙酚甲醛樹脂、多羥甲基酚丙烯醚樹脂等)按一定比例配製而成。這類塗料性能比較全面,特別是附著力、柔韌性、抗蝕性較好,故可用作食品罐頭內壁的通用塗料,如用於水果、蔬菜、肉類、嬰兒食品、番茄製品等。若在環氧-酚醛塗料中加入氧化鋅或鋁粉,還可用於魚、肉等含硫食品。③乙烯基塗料。是以氯乙烯共聚物(如氯乙烯-醋酸乙烯類共聚物)和(或)聚氯乙烯樹脂為主要成分的塗料。有溶液型與有機溶膠型兩類。乙烯基塗料最初用於解決啤酒罐中因微量鐵、錫離子的溶入引起啤酒變濁和風味變壞問題。該塗膜緻密性、柔韌性好,無色、無異味,缺點是對金屬的附著性和熱穩定性較差,通常僅作為面塗料使用。目前主要用於啤酒和軟飲料罐內。此外,罐頭內壁塗料還有丙烯酸塗料、醇酸塗料、酚醛塗料、雙酚酸塗料、環氧氨基塗料、聚丁二烯塗料等。
外壁塗料一般分5類:①印鐵底漆。無色透明,以增強馬口鐵與塗料的粘接作用。分低溫底漆(如醇酸型)和高溫底漆(如環氧氨基型)。②白可丁。是罩在底漆上的白色塗料,起遮蓋金屬以利於下步油墨印刷的作用。有醇酸型、聚脂型、丙烯酸型等。③罩光油。罐外印鐵的最後一道工序用,起保護印刷圖案、提高光澤度的作用。分低溫光油,如酯膠、環氧酯、半幹性油醇酸氨基等;高溫光油,如椰子油醇酸氨基、無油醇酸氨基、環氧氨基、丙烯酸酯等。印刷圖案及商標用的彩色油墨,屬於印鐵油墨。通常是在印塗底漆和白可丁以後,根據圖案套色要求,分數次印刷,最後印塗罩光油。④罐外防鏽塗料。用於罐底、罐蓋和不要求彩印的罐身,起防鏽和增加美觀的作用。有環氧酯型、油樹脂型、熱固性環氧型等。⑤外壁接縫塗料。用於補塗罐身焊錫部位,避免生鏽。塗料要求快乾,常利用焊錫餘熱固化,有環氧-聚醯胺型、聚烯烴型等。
主要類型 食品包裝用金屬容器按用途分類,主要有食品罐和飲料罐。此外,還有糖盒、餅乾聽、茶葉聽等(由鍍錫薄板製造),以及鋁管、錫管等。
食品罐、飲料罐按罐型結構可分為二片罐和三片罐。二片罐系指罐身罐底為一片,罐蓋為一片;三片罐則由罐身、罐底、罐蓋三片組成。二片罐形式有沖拔罐(罐高小於直徑)、多級沖拔罐(簡稱DR罐,經二次以上沖拔,罐高相當於直徑)和沖拔拉伸罐(簡稱DI罐,經多次沖拔和薄壁拉伸,罐高大於直徑,罐身壁厚小於罐底壁厚)。三片罐形式有圓罐和異形罐(如橢圓罐、方罐、梯形罐、馬蹄形罐等)。三片罐按其罐身接縫方式可分為錫焊罐、電阻焊罐和粘接罐;按罐內壁情況可分為素鐵罐(以鍍錫薄板制罐,內壁無塗料)、塗料罐、部分塗料罐(通常是罐身塗有條狀塗料)和高錫帶罐(簡稱HTF罐,是在罐內沿接縫處滲有一條純錫帶的全塗料罐)。二片罐和三片罐的罐蓋均有普通蓋和易開蓋兩種。易開罐是在蓋的外表面衝壓刻痕並鉚上拉環或按扣,開啟時可沿刻痕將蓋拉開或按開。各種罐蓋罐底的邊沿均需塗密封膠,即封口膠(如由天然橡膠或合成橡膠配製的氨膠),經烘烤或常溫下熟化。罐蓋、罐底和罐身的結合,是在封罐機上經滾輪擠壓形成二重卷邊而達到密封。
錫焊罐是傳統的三片罐,它是將鍍錫薄板(塗料鐵或素鐵)按罐身尺寸切板,經切角、端折、成圓、鉤合、踏平、焊錫、翻邊後製成罐身,再與罐底封合。這種制罐方法目前最高速度約為40罐/分。電阻焊罐是三片罐生產的一個重大革新,它是在焊機上利用頻率為50~300Hz的大電流(~5000A),通過焊輪和輔助銅線在罐身搭接部位產生1000℃左右的高溫,並經擠壓實現重結晶而完成焊接,故焊接強度可超過薄板本身的強度,而焊縫寬僅0.3~0.6mm,商業上稱超維瑪焊。與錫焊罐比較,電阻焊罐的優點是生產速度高(100~600罐/分),節省板材,可消除焊錫中有毒鉛滲入食品,並可適用於鍍鉻薄板。沖拔拉伸罐(DI罐)是當今二片罐的主流,罐身由卷狀鍍錫薄板或鋁板經沖杯、深沖、罐形彩印、罐內噴塗塗料等生產工序製造。在高速衝壓過程中,罐壁經拉伸,壁厚僅0.12mm,目前制罐速度可達1200罐/分。
食品罐、飲料罐的形式多樣,可根據產品特性進行選用。通常,大多數水果、蔬菜及肉類罐頭可採用塗料馬口鐵罐;淺色水果常採用素鐵罐;某些有特殊要求的食品如磨菇、蘆筍、番茄製品等,可採用高錫帶罐或部分塗料罐;粘接罐則用於包裝乾性食品;沖拔罐常用於水產品和某些肉類食品;帶易開蓋的沖拔拉伸罐(DI罐)用於包裝啤酒和軟飲料。此外,鋁管、錫管一般用於包裝果醬、果凍、魚糊、肉糊等。
發展趨勢 主要是使用較薄較輕的材料如超薄馬口鐵;減少鍍錫薄板的鍍錫量;擴大鍍鉻薄板的套用;以電阻焊罐取代錫焊罐;開發金屬薄板的新鍍層等。在金屬罐的內外壁塗料方面,一是空罐製造的變化,如深沖罐和電阻焊罐的興起,要求塗料配方、施工及設備有較大的改進;二是環境污染問題和能源問題日益引起重視,故需革新傳統的溶劑型塗料,進一步開發高固體塗料、水溶性塗料、粉末塗料、紫色光固化和電子束固化塗料等新型塗料。
玻璃容器 1804年法國人N.阿佩爾發明在玻璃瓶內加熱食品進行密封保藏的方法,被認為是現代食品包裝的開端。19世紀末20世紀初,隨著玻璃瓶大規模機械化生產,玻璃容器被廣泛用於食品包裝。目前歐美、日本等經濟已開發國家的玻璃容器都占其整個包裝材料的10%左右,其中半數以上的玻璃容器用於飲料包裝。
玻璃瓶按瓶型分為細口瓶和廣口瓶兩類。細口瓶主要用於包裝酒類、飲料和調味料,瓶蓋多數為皇冠蓋、螺鏇蓋和扭斷螺紋蓋。廣口瓶主要用於包裝嬰兒食品、各種罐頭食品以及固體飲料等,瓶蓋多數採用鏇開蓋、壓封鏇開蓋、咬封蓋、邊封蓋、卷封蓋等。按空瓶的重量與容積比,玻璃瓶可分為普通瓶和輕量瓶。為了防止破碎,玻璃瓶(尤其是輕量瓶)在製造過程中通常需經化學強化或塑膠強化處理。
瓶蓋材料主要有鍍錫薄板、鍍鉻薄板、鋁板、塑膠等。以金屬薄板製造的瓶蓋,通常外面塗有外壁塗料及印刷商標,內面需有密封襯墊,並配合相應的內部塗料。目前,瓶蓋襯墊大多數採用聚氯乙烯塑膠墊,逐步取代了早期的軟木、紙板、鋁箔、橡膠圈等。塑膠襯墊通常是由聚氯乙烯樹脂、增塑劑、穩定劑以及潤滑劑、發泡劑、顏料等製成。配合聚氯乙烯襯墊的內壁塗料,其作用是將襯墊牢固地粘接在蓋內面不致脫落,配方以乙烯基樹脂、丙烯樹脂為主。常見的瓶蓋有下列幾種(圖2):①皇冠蓋。最初以鋁為材料,現代以鍍錫薄板、鍍鉻薄板製造,內襯聚氯乙烯塑膠墊,多用於啤酒、軟飲料、調味料的包裝。②螺鏇蓋。金屬螺鏇蓋採用鋁板或鍍錫薄板製造,內襯聚氯乙烯墊,多用於廣口瓶包裝固體飲料。塑膠螺鏇蓋以聚乙烯、聚氯乙烯等樹脂為材料,可用於細口瓶或廣口瓶包裝酒類、果汁飲料、調味料以及固體飲料。③扭斷螺紋蓋。又名防盜蓋,因瓶蓋下端有壓痕,開啟時瓶蓋可沿壓痕線擰斷以示瓶蓋經過開啟。這種蓋是螺鏇蓋的改進,由鋁板製成,內襯軟木、紙板和鋁箔、塑膠薄膜等,多用於葡萄酒類的包裝。④鏇開蓋。又名四鏇蓋。由鍍錫薄板或鍍鉻薄板製造。按瓶的直徑(27~110mm),邊緣分別有3、4、6、8個爪,內襯聚氯乙烯塑膠墊。可用於細口瓶或廣口瓶包裝果汁、果醬、水果、嬰兒食品、蔬菜以及肉類等。⑤壓封鏇開蓋。又名熱塑螺紋蓋、壓入-擰開蓋。是70年代開發的新品種。由鍍錫薄板或鍍鉻薄板製造。蓋內四周有塑膠襯裡,裝罐時乘熱壓封,冷卻至室溫後,塑膠襯裡隨瓶口的多線螺紋成型。特點是封蓋速度高,密封性好,開啟方便。瓶蓋有27~77mm的系列,適用於多種食品的包裝。⑥咬封蓋。又名抓式蓋。由金屬薄板製造。設計用於密封環形玻璃瓶嘴。當蓋壓入瓶嘴上,蓋子四周的金屬突緣與瓶壁產生的壓力使瓶蓋牢固地壓在瓶嘴上,蓋內襯墊便同時起到密封作用。瓶蓋直徑有28~77mm的系列。可用於果汁、果醬、水果等食品包裝。⑦邊封蓋。又名撬開蓋。屬壓入式蓋。由金屬薄板製造。蓋內四周有橡膠墊片,具備密封功能。適用於環形玻璃瓶嘴或玻璃杯。開蓋時需用工具,撬開的蓋可壓回瓶嘴上重新封閉瓶子。瓶蓋直徑有27~77mm的系列。可用於包裝果汁、水果、蔬菜等。⑧卷封蓋。又名勝利瓶蓋。由鍍錫薄板製造。蓋內邊緣有橡膠襯墊,密封性好。適用於水果、蔬菜及肉類食品的包裝。缺點是瓶蓋開啟困難。
 食品包裝容器
食品包裝容器塑膠容器 塑膠容器的歷史不長,但具有加工簡便、美觀、價廉等特點,因而發展迅速。自20世紀初合成纖維樹脂類材料用於食品包裝業以來,相繼出現了聚氯乙烯、聚苯乙烯、聚醯胺、聚偏二氯乙烯、聚乙烯、聚酯、聚丙烯等,以及它們與紙、鋁箔等構成的複合材料,這些材料逐漸廣泛地用於軟包裝塑膠袋類和半剛性、剛性的塑膠杯、瓶、淺盤類。目前塑膠容器在歐美、日本等經濟已開發國家中已占整個包裝容器的15~20%。
塑膠容器是以合成樹脂為基本原料,品種繁多,主要有以下3種類型。
①單層塑膠薄膜袋:常用的塑膠品種有高壓聚乙烯(即低密度聚乙烯)、低壓聚乙烯(即高密度聚乙烯)、聚丙烯、聚偏二氯乙烯等。高壓聚乙烯薄膜的隔水性、柔軟性和耐低溫性能較好,並具有較大的氧氣和二氧化碳氣透過性,因而適用於包裝易吸潮的固體食品、液體食品和冷凍食品,特別適用於新鮮蔬菜、水果等包裝而能維持其“生理呼吸”過程,且保持水分不致乾縮變質。但高壓聚乙烯耐熱性差,不能經受熱殺菌溫度,而且不耐油,強度低,因而在套用上有一定限制。低壓聚乙烯能耐100℃以上的熱殺菌溫度,耐油脂,因而套用範圍比高壓聚乙烯大。聚丙烯薄膜具有優良的氣體和水汽隔絕性,耐油脂,透明度高,表面光滑,能耐100℃以上的熱殺菌溫度,同時可製成較薄的定向包裝薄膜而有較高的強度,但耐低溫性較差,所以可用於除冷凍食品外的其他食品的包裝。聚偏二氯乙烯一般製成雙軸定向薄膜,具有較大的熱收縮性和優良的氣體隔絕性,具有透明度高、彈性好、強度高、耐油脂等性能,適用於真空包裝、熱收縮包裝和冷凍食品包裝。
②複合薄膜袋:由不同種類的塑膠薄膜或由塑膠薄膜與紙、鋁箔等層壓加工製得。按用途及要求可製成二層、三層或多層的各類複合薄膜袋。如聚乙烯-聚酯、玻璃紙-聚偏二氯乙烯、聚乙烯-紙、聚酯-鋁箔-聚烯烴、聚乙烯-鋁箔-紙-聚乙烯-聚醯胺等薄膜袋。一般採用熱層壓、塗塑、粘合、共擠出等方法加工製取,層與層之間需用特殊的粘合劑。複合薄膜袋典型代表之一是用於耐高溫殺菌的蒸煮袋。它具有優良的隔絕性,能長期保藏食品不變質,有軟罐頭之稱。所用複合材料以聚酯-鋁箔-聚烯烴為基礎。複合薄膜袋還可套用於無菌包裝工藝,採用複合材料順利地實現容器成型、食品充填和封口的全自動線生產過程。近期出現的箱中袋、桶中袋是英國首先開發的無菌包裝容器,用於酒類、果汁、番茄醬等液態及糊狀食品的包裝。包裝袋由塑膠與鋁箔的複合薄膜製成,容積有5、20、200、220、1000升。在無菌條件下灌裝以後,放入瓦楞紙箱(5~200升袋)或木箱(1000升袋)中,稱為箱中袋;若放入鐵桶中(220升),則稱為桶中袋。其共同特點是便於貯存和運輸。
③由單層或複合材料經吹塑、抽真空、擠出、注射等成型方法製成的塑膠瓶、杯、淺盤等塑膠容器:適應於多種飲料、快餐食品及冷凍食品的包裝。如用於飲料的聚酯瓶、聚氯乙烯瓶和聚丙烯瓶,具有透明美觀、輕便強韌的特點;用於快餐食品的聚丙烯盤,有耐熱殺菌溫度的特點,可盛裝果醬、水果和蔬菜類食品進行熱殺菌;聚烯烴塑膠杯則廣泛用於冷凍食品的包裝。
由於塑膠工業的發展,各類薄膜和複合材料的湧現,以及塑膠本身具有耐腐蝕、質輕、價廉等特點,加之真空包裝、充氣包裝、脫氧包裝、無菌包裝等新包裝技術和包裝機械的出現,使塑膠包裝得到迅速發展,占據了金屬和玻璃容器的部分市場。塑膠容器在整個食品包裝材料中的比例正在逐年增加。當前,厚度約為0.2mm的複合塑膠薄板已經問世。它易於衝壓,又能像金屬薄板一樣進行二重卷封制罐,是很有前途的新型材料。繼續研究開發適用於無菌包裝、高溫殺菌和微波加熱的新型塑膠容器,乃是塑膠容器發展的一個重要方向。
其他容器 除上述4大類食品包裝容器外其他類型容器主要有:①木製容器,如木桶可用貯酒。②布制容器,如布袋、麻袋,可用於包裝食糖、食鹽、糧食等。③陶瓷容器,如瓦缸、瓦壇、瓦罐、瓷瓶等,可用於裝酒、醋、醬油、醬菜等。
參考書目
橫山理雄、石谷孝佑編:《食品と包裝》,醫藥出版株式會社,1982。
渡辺涉著:《最新食品包裝事典》,株式會社パッケ—ジング社,1982。
白穎主編:《中國包裝史略》,新華出版社,北京,1987。
Stanley Sacharow,Handbook of Package Materials,The AVI Publishing Co.Inc.,USA,1976.
約瑟夫·F.海倫著,魯正行等譯:《包裝工程手冊》,輕工業部包裝印刷聯合總公司,上海,1986。(Joseph F.Hanlon, Handbook of Package Engineering,New York,1971.)
