
基本內容
 靜電噴漆
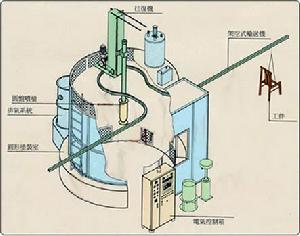
靜電噴漆靜電噴漆,其原理與靜電除塵相同,是利用高壓所形成的靜電場來進行噴漆的新技術。它與人工噴漆相比具有效率高,浪費少,質量好,有利於工人健康等優點。圖是一種鏇杯式靜電噴漆裝置示意圖。油漆通過輸漆管A進入高速鏇轉的金屬 杯B,從噴杯噴出的油漆,由於噴杯的高速鏇轉而被霧化。油漆霧粒子因噴杯接負高壓(60—120kV)而帶負電,互相排斥均勻散開,同時,在電場力的作用下,向接正高壓的工件C飛去,被吸附在工作表面上形成光亮牢固的油漆層。靜電噴漆由於電場力作用範圍小,所以不會污染空氣.目前,靜電噴漆已廣泛套用於機器部件, 列車車廂等加工上。
靜電噴漆的特點:
1)漆膜均勻豐滿,附著力和裝飾性均良好。
2)生產力高,多台靜電噴槍固定安裝,實現多台同時噴塗,易於實現半自動化或自動化,與壓縮空氣噴漆相比,生產效率可提高數倍。
3)提高了油漆的利用率,油漆材料利用率可達80~90%,減少漆霧飛散和污染,並改善了勞動衛生條件。
4)對於形狀複雜的工件,凹孔處不易噴塗,凸尖部分則漆膜不均勻,往往需要工藝調整或手工修補。
5)靜電噴漆維護管理要求嚴格,操作不當或管理不善容易發生電擊,高壓擊穿放電,甚至造成火警事故。
安全及操作注意事項
1 電氣:
靜電噴漆區內不應設定與噴漆無關的電氣設備。在進行靜電噴漆作業時,嚴禁在靜電噴漆區內使用攜帶式燈具和其他移動式用電設備。
2通風
在靜電噴漆時,應保持送、排風狀態。送、排風未開啟時,噴塗設備不應工作。噴漆工作結束後,送、排風應持續進行5~10min後再關閉。
3 接地
3.1噴漆間內所有金屬材料的導電性物質(如塗料泵、塗料桶、溶劑桶、塌台、滅火器等)要切實接地,且接地電阻小於10Ω。
3.2空氣軟管為專用的軟管,內有金屬絲接地。
3.3保持軌道清潔,保證軌道記憶體水,才能保證噴塗工件接地狀態良好。
3.4進入噴漆間和調漆間,應觸摸導電球,以消除人體攜帶的靜電。
4 個人防護
4.1作業時應戴專用導電手套,也可不戴手套,使手直接接觸槍柄金屬處,保證操作者接地。
4.2作業人員應穿防靜電服,不得穿絲綢、合成纖維等易產生和積聚靜電荷材料製成的內衣。
4.3作業人員不應佩戴孤立的金屬物體。
5 操作
5.1塗料電阻值為15~70MΩ
5.2常用塗料壓力0~0.3MPa
5.3常用空氣壓力0.05~0.4MPa
5.4噴嘴前端與工件距離150~200mm為宜。
5.5噴漆時不應將噴槍對人,不應將手放置在噴嘴上。
5.6噴漆前檢查塗料是否有泄漏,如有不應進行噴塗作業。
5.7靜電噴塗作業中,請勿使噴槍頂端的高壓電極及其周邊部分接近或接觸被噴塗物及接地物品。
5.8中斷或完成噴塗作業時,務必先切斷控制電源,等待5秒鐘後,將噴槍頂端的電暈針與地線或接地的金屬物體接觸10秒鐘以上,使其放出殘留電荷。
5.9在噴漆作業中,不應使絕緣物體碰觸工件和靜電噴槍。
5.10作業人員噴漆作業時,如果感覺到電擊,應立即停止作業。
6 清洗
6.1清洗時關閉靜電噴槍電源。
6.2不可將槍體浸泡與溶劑中。要手持噴槍,用軟毛刷或抹布蘸溶劑清洗。
6.3噴嘴堵塞時,應先以溶劑浸泡後,再用壓縮空氣吹,不可使用金屬刷。
6.4噴嘴在作業過程中也要經常清洗,附在噴嘴部分的塗料會使微粒化不良並影響靜電效果。
6.5套用金屬容器盛裝清洗溶劑,容器應可靠接地。
6.6清洗溶劑的罐裝量不應超過該容器容積的80%。
6.7應在通風良好的區域內清洗。
7 維修
7.1維修前應停止靜電噴漆作業,送排風繼續運行。
7.2維修時應停止噴漆作業並確保風機繼續運行。
7.3靜電噴漆室嚴禁一切明火作業。如維修作業有可能產生火花時,維修單位的有關人員應訂出可靠的消防安全方案,經所在部門負責人同意,填寫“高危作業審批單”,由維修部門負責人簽批,報安技科審核,安技科審核後,派人到現場檢查預防措施,確認預防措施完善後,方可作業。
8 其它
8.1不得在靜電噴漆區內穿脫衣服、帽子或類似物。
8.2靜電噴漆室地面格柵應定期清洗,防止漆渣積聚過多,表面絕緣,不要隨意向格柵上噴射油漆。
8.3噴漆間內儘可能少的存放油漆和溶劑容器以及不必要的物品,空容器及時移除噴漆間。
8.4將塗料或溶劑從一個金屬容器倒入另一個金屬容器,應將兩個金屬桶有效連線和接地。
8.5未穿導電鞋的人員不應進入噴漆間,嚴禁接觸正在作業的人員。
8.6連線電纜要捆束離槍柄末端70cm左右。
