
概述
開坯的慨念有二個含義:出軋開坯和二次開坯。初軋開坯是將煉鋼生產的少數幾種重量大的鋼坯經過初軋機。軋鋼銅材軋機所需要的大鋼坯。二次開坯是將斷面大的初軋坯進一步軋成小鋼坯,供給成材軋機。
一般情況下,煉鋼廠希望澆鑄少數幾種大型鋼錠,以便於組織煉鋼的生產。而成材軋鋼廠根據生產鋼材規格的不同,需要多種不同規格的坯料,即一方面要充分發揮煉鋼的生產能力,另一方面又要滿足鋼材軋機所需要的各種規格的鋼坯,這就需要通過開坯,將煉鋼澆鑄的大鋼錠軋成適合成品軋機所需要的各種鋼坯。各個成品軋機所需要的坯料的品種規格是多種多樣的,只靠初軋開坯是不可能滿足的,必須經過二次開坯將大斷面的鋼坯進一步軋小,供小型軋鋼廠作坯料。
出軋廠(車間)生產的鋼坯主要為板坯、太方坯和其它大型坯料。二次開坯為小方坯及小型銅坯。因此,開坯的實質是半成品生產,是為成品軋機提供坯料。
開坯過程
 裝爐前的合金錠
裝爐前的合金錠具體針對Φ610mm自耗錠,採用1180~1200保溫約45h的均勻化工藝,隨爐冷至600℃後,出爐空冷。隨後的開坯採用兩鐓兩拔的鐓拔工藝,合金錠經分段加熱到1170℃,通過多火次進行開坯。裝爐前的合金錠如右圖所示,鐓粗後,回爐再加熱時間為120min,其餘均為90min。
第一火和第二火:壓鉗把,第一火頭部取約150mm長壓至400mm方,回爐保溫,再第二火從400mm方壓至250mm方左右。鉗口壓制結束後,在合金錠中間1/3處包石棉包套,回爐加熱。
 第一次拔長
第一次拔長第三火:第一次鐓粗。慢速壓下到原高度的1/2,變形量約50%,變形時間約2min。第一次鐓粗後,儘管在合金錠中問採用了軟包套措施,但由於高徑比大於3,鐓粗結束時仍然還會出現雙鼓現象。鐓粗結束時,坯料表面溫度約1050℃,坯料表面並未出現明顯裂紋。
第四火:第一次拔長如右圖所示。再倒棱鍛成截面為630mm的八角形。坯料回爐加熱,拔長到640ram方後,鋼錠中部包一圈保溫棉,變形時間約3min。
第五火:第二次鐓粗。坯料經中間部分包套後回爐加熱,慢速壓下到原高度的1/2鐓粗,變形量約50%。變形時間約2min。
第六火:第二次拔長。坯料回爐加熱時間約3h,從高度約860mm拔至長度約1900mm,拔長到640mm方。變形時間約3min。
第七火:表面修正。坯料回爐加熱,將合金錠修正為直徑約620mm的坯料,變形時間約2min。鍛後空冷,並敲上鋼印(爐號、鋼種、節號),圓柱體的鉗把切除後鍛造成90mm方熔檢試樣,圓柱體經車床剝皮成Φ600mm鋼錠,然後再進行超音波探傷。探傷合格後圓柱體按所需長度下料。下料後兩端平頭,倒角R≥30mm。剝皮時,以大部分缺陷被剝清為準,個別缺陷可採用研磨清除。
型材開坯
 開坯工藝流程
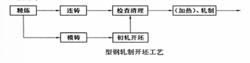
開坯工藝流程由於型鋼對材質要求一般並不特殊,在目前技術水平下幾乎可以全部使用連鑄坯。連鑄坯斷面形狀可以是方形、矩形或異形。用連鑄坯軋制普通型鋼絕大多數可不必檢查和清理,從這個角度說,大中型型鋼最容易實現連鑄坯熱裝熱送,甚至直接軋制。開坯工藝流程如右圖所示。
開坯機
鋼錠,尤其是大型鋼錠通常不能直接軋成所需尺寸的鋼材,而先軋成鋼坯(開坯),用鋼坯再去軋成成品。用來將鋼錠加工成鋼坯的重型軋機叫開坯機。開坯機通常指初軋機和板坯軋機。初軋機專門軋制方坯,型號用軋輥直徑(毫米)大小表示,如1300、1150、1000、850、750等多種。鋼錠重量為1~20噸,方坯尺寸為120 X 120~400×400毫米。初軋機也用來生產厚75~200毫米、寬400~1550毫米的板坯。專門將鋼錠軋成板坯的開坯機叫板坯機,它帶有軋邊用的立輥。在鋼坯初軋機上軋制板坯時,必須將板坯立起軋側邊,因此能軋的板坯的寬度受到限制;而在板坯軋機上軋制時,因有立輥,不必立軋,所以可軋出寬度較大的板坯。
