簡介
 鍛造流線
鍛造流線鍛造流線使金屬的性能呈各向異性,在與流線平行的方向上抗拉強度較高而抗剪強度較低;在與流線垂直的方向上抗拉強度較低而抗剪強度較高。因此,在設計和製造機器零件時,必須考慮鍛造流線的合理分布,使零件工作時的正應力與流線方向一致,切應力與流線方向垂直,這樣才能充分發揮材料的潛力。
作用
 鍛造流線
鍛造流線例如,吊鉤採用彎曲工序成形時,就能使流線方向與吊鉤受力方向一致,從而可提高吊鉤承受拉伸載荷的能力。

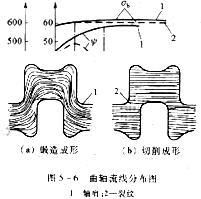
鍛造流線也稱流紋,在鍛造時,金屬的脆性雜質被打碎,順著金屬主要伸長方向呈碎粒狀或鏈狀分布;塑性雜質隨著金屬變形沿主要伸長方向呈帶狀分布,這樣熱鍛後的金屬組織就具有一定的方向性。流線分布可根據鍛造工藝改進進行最佳化,良好的流線可以使鍛件機械性能更好。相反,如果流線有重大缺陷,如亂流穿流金屬流線亂等現象出現,會影響的鍛件力學性能。
鍛造流線鍛造流線使金屬的性能呈各向異性,在與流線平行的方向上抗拉強度較高而抗剪強度較低;在與流線垂直的方向上抗拉強度較低而抗剪強度較高。因此,在設計和製造機器零件時,必須考慮鍛造流線的合理分布,使零件工作時的正應力與流線方向一致,切應力與流線方向垂直,這樣才能充分發揮材料的潛力。
鍛造流線"使鍛件中的流線組織連續分布並且與其受拉力方向一致 就能使流線方向與吊鉤受力方向一致 圖b所示鍛壓成形的曲軸中
簡介 參考資料鍛件缺陷是指鍛造過程中鍛件上產生的外在的和內在的質量不符合要求的各種缺陷。
原材料缺陷造成的鍛件缺陷 落料不當造成的鍛件缺陷 鍛造工藝不當造成的缺陷鍛造工具就是用於鍛造過程中的材料設備等,主要成分是碳素鋼和合金鋼。
簡介 各種鑄造工具用途 相關名詞鍛造,是一種利用鍛壓機械對金屬坯料施加壓力,使其產生塑性變形以獲得具有一定機械性能、一定形狀和尺寸鍛件的加工方法,鍛壓(鍛造與衝壓)的兩大組成部分之一。...
變形溫度 類別 鍛造用材 工藝流程 鍛件特點手工鍛造是用手鍛工具,依靠人力在鐵砧上進行的。這種方法簡陋,僅用於修理性質和小批量生產的場合。 機器鍛造是靠各種鍛造設備提供作用力的鍛造方法,是現代鍛造的主要形式。 一、 自由鍛 只用簡單的通用性工具,或在鍛造設備...
一、 自由鍛 二、 胎模鍛 三、 錘上模鍛鍛造用鋼材,就其截面形狀講,使用最多的是圓鋼,其次為方鋼;就其生產方法講,使用最多的是軋材,其次為鍛材。鍛造用鋼基本上是添加微量的釩,鈳和(或)鈦的碳-...
介紹 分類 鍛造用鋼技術發展《鋁合金鍛造技術》是2012年6月冶金工業出版社出版的圖書,作者是劉靜安、張宏偉、謝水生。
內容簡介 圖書目錄在很多破碎設備中,錘頭都是非常重要的裝置,鍛造錘頭就是一種高度耐磨錘頭,因為錘頭的性能直接決定了設備的壽命,所以說,錘頭是非常重要的。當然,不僅是錘頭,...
加工方法 特點 性能 產品性能參數