
簡介
 |
| 釺焊 |
較之熔焊,釺焊時母材不熔化,僅釺料熔化;
較之壓焊,釺焊時不對焊件施加壓力。
釺焊形成的焊縫稱為釺縫。
釺焊所用的填充金屬稱為釺料。
釺焊過程:表面清洗好的工件以搭接型式裝配在一起,把釺料放在接頭間隙附近或接頭間隙之間。當工件與釺料被加熱到稍高於釺料熔點溫度後,釺料熔化(工件未熔化),並藉助毛細管作用被吸入和充滿固態工件間隙之間,液態釺料與工件金屬相互擴散溶解,冷疑後即形成釺焊接頭。
套用特點
⑴釺焊加熱溫度較低,接頭光滑平整,組織和機械性能變化小,變形小,工件尺寸精確。 釺焊金剛石磨輪
釺焊金剛石磨輪⑵可焊異種金屬,也可焊異種材料,且對工件厚度差無嚴格限制。
⑶有些釺焊方法可同時焊多焊件、多接頭,生產率很高。
⑷釺焊設備簡單,生產投資費用少。
⑸接頭強度低,耐熱性差,且焊前清整要求嚴格,釺料價格較貴。
套用
釺焊不適於一般鋼結構和重載、動載機件的焊接。主要用於製造精密儀表、電氣零部件、異種金屬構件以及複雜薄板結構,如夾層構件、蜂窩結構等,也常用於釺焊各類異線與硬質合金刀具。釺焊時,對被釺接工件接觸表面經清洗後,以搭接形式進行裝配,把釺料放在接合間隙附近或直接放入接合間隙中。當工件與釺料一起加熱到稍高於釺料的熔化溫度後,釺料將熔化並浸潤焊件表面。液態釺料藉助毛細管作用,將沿接縫流動鋪展。於是被釺接金屬和釺料間進行相互溶解,相互滲透,形成合金層,冷凝後即形成釺接接頭。釺焊在機械、電機、儀表、無線電等部門都得到了廣泛的套用。硬質合金刀具、鑽探鑽頭、腳踏車車架、換熱器、導管及各類容器等;在微波波導、電子管和電子真空器件的製造中,釺焊甚至是唯一可能的連線方法。
釺焊的特點
一是接頭表面光潔,氣密性好,形狀和尺寸穩定,焊件的組織和性能變化不大,可連線相同的或不相同的金屬及部分非金屬。釺焊時,還可採用對工件整體加熱,一次焊完很多條焊縫,提高了生產率。但釺焊接頭的強度較低,多採用搭接接頭,靠通過增加搭接長度來提高接頭強度;另外,釺焊前的準備工作要求較高。二是釺料熔化而焊件不熔化。為了使釺接部分連線牢固,增強釺料的附著作用,釺焊時要用釺劑,以便清除釺料和焊件表面的氧化物。硬釺料(如銅基、銀基、鋁基、鎳基等),具有較高的強度,可以連線承受載荷的零件,套用比較廣泛,如硬質合金刀具、腳踏車車架。較釺料(如錫、鉛、鉍等),焊接強度低,主要用於焊接不承受載荷但要求密封性好的焊件,如容器、儀表元件等。
釺焊採用熔點低於母材的合金作釺料,加熱時釺料熔化,並靠潤濕作用和毛細作用填滿並保持在接頭間隙內,而母材處於固態,依靠液態釺料和固態母材間的相互擴散形成釺焊接頭。釺焊對母材的物理化學性能影響小,焊接應力和變形較小,可焊接性能差別較大的異種金屬,能同時完成多條焊縫,接頭外表美觀整齊,設備簡單,生產投資小。但釺焊接頭的強度較低,耐熱能力差。
相關材料
潤濕與鋪展
釺焊時,只有熔化的液體釺 管狀水泥鑽頭釺焊焊接設備
管狀水泥鑽頭釺焊焊接設備⒈釺料和母材的成份
若釺料與母材在固態和液態下均不發生物理化學作用,則他們之間的潤濕作用就很差,如鉛與鐵。若釺料與母材能相互溶解或形成化合物,則認為釺料能較好地潤濕母材,例如銀對銅。
⒉釺焊溫度
釺焊加熱溫度的升高,由於釺料表面張力下降等原因會改善釺料對母材的潤濕性,但釺焊溫度不能過高,否則會造成釺料流失,晶粒長大等缺陷。
⒊母材表面氧化物
如果母材金屬表面存在氧化物,液態釺料往往會凝聚成球狀,不與母材發生潤濕,所以,釺焊前必須充分清除氧化物,才能保證良好的潤濕作用。
⒋母材表面粗糙度
當釺料與母材之間作用較弱時,母材表面粗糙的溝槽起到了特殊的毛細作用,可以改善釺料在母材上的潤濕與鋪展。
⒌釺劑
釺焊時使用釺劑可以清除釺料和母材表面的氧化物,改善潤濕作用。
毛細流動
釺焊時,液體釺料要沿著間隙去填滿釺縫,由於間隙很小,如同毛細管,所以稱之為毛細流動。毛細流動能力的大小,能決定釺料能否填滿釺縫間隙。影響液體釺料毛細流動的因素很多,主要有釺料的潤濕能力和接頭間隙大小等,如釺料對母材潤濕性好,接頭有較小的間隙,都可以得到良好的釺料流動與填充性能。
相互作用
液態釺料在毛細填隙過程中與母材發生相互物理化學作用,這些相互作用對釺焊接頭的性能影響很大,它們可以分為兩種:⒈母材向釺料的溶解
釺焊時一般都發生母材向液體釺料的溶解過程,可使釺料成份合金化,有利於提高接頭強度。但母材的過度溶解會使液體釺料的熔點和粘度升高,流動性變差,往往導致不能填滿釺縫間隙,同時可能使母材表面因過分溶解而出現凹陷等缺陷。
⒉釺料組份向母材擴散
釺焊時,也出現釺料組份向母材的擴散,擴散以兩種方式進行:一種是釺料組元向整個母材晶粒內部擴散,在母材毗鄰釺縫處的一邊形成固溶體層,對接頭不會產生不良影響。另一種是釺料組元擴散到母材的晶粒邊界,常常使晶界發脆,尤其是在薄件釺焊時比較明顯。
為了使釺接部分連線牢固,增強釺料的附著作用,釺焊時要用釺劑。它的作用是清除釺料和母材表面的氧化物,保護焊件和液態釺料在釺焊過程中免於氧化,改善液態釺料對焊件的潤濕性。
常用釺料
一般有兩類。一類是硬釺料,熔點在450℃以上,常用的釺料有銅基、銀基、鋁基、鎳基等合金。釺劑常用硼砂、硼酸、氯化物、氟化物等。硬釺焊的加熱源有焊炬火焰、電阻電熱、感應加熱、鹽浴加熱及爐內加熱等。釺接接頭強度較高,適於釺焊受力較大或工作溫度較高的工件,如硬質合金刀具、腳踏車車架等,通常把這類釺焊稱為硬釺焊;另一類是軟釺料,熔點在450℃以下,套用最廣泛的軟釺料是錫基合金,多數軟釺料適合的焊接溫度為200-400℃,釺劑為松香、松香酒精溶液、氯化鋅溶液,加熱方法常用烙鐵加熱。釺接接頭強度較低,適於釺接受力不大或工作溫度較低的工件,如容器、儀表元件等,通常把這類釺焊稱為軟釺焊。釺料是形成釺焊接頭的填充金屬,釺焊接頭的質量在很大程度上取決釺料。釺料應該具有合適的熔點、良好的潤濕性和填縫能力,能與母材相互擴散,還應具有一定的力學性能和物理化學性能,以滿足接頭的使用性能要求。
工藝方法
釺焊過程的主要工藝參數是釺焊溫度和保溫時間。釺焊溫度通常選為高於釺料液相線溫度25^-60'C,以保證釺料能填滿間隙。
 陶瓷金屬釺焊
陶瓷金屬釺焊釺焊保溫時間視工件大小及釺料與母材相互作用的劇烈程度而定。大件的保溫時間應長些,以保證加熱均勻。釺料與母材作用強烈的,保溫時間要短。一般說來,一定的保溫時間是促使釺料與母材相互擴散,形成牢固結合所必需的。但過長的保溫時間將導致熔蝕等缺陷的發生。
釺焊常用的工藝方法較多,主要是按使用的設備和工作原理區分的。如按熱源區分則有紅外、電子束、雷射、等離子、輝光放電釺焊等;按工作過程分有接觸反應釺焊和擴散釺焊等。接觸反應釺焊是利用釺料與母材反應生成液相填充接頭間隙。擴散釺焊是增加保溫擴散時間,使焊縫與母材充分均勻化,從而獲得與母材性能相同的接頭。幾乎所有的加熱熱源都可以用作釺焊熱源,並依此將釺焊分類:
烙鐵釺焊用於細小簡單或很薄零件的軟釺焊。
波峰釺焊用於大批量印刷電路板和電子元件的組裝焊接。施焊時,250℃左右的熔融焊錫在泵的壓力下通過窄縫形成波峰,工件經過波峰實現焊接。這種方法生產率高,可在流水線上實現自動化生產。
火焰釺焊用可燃氣體與氧氣或壓縮空氣混合燃燒的火焰作為熱源進行焊接。火焰釺焊設備簡單、操作方便,根據工件形狀可用多火焰同時加熱焊接。這種方法適用於腳踏車架、鋁水壺嘴等中、小件的焊接。
浸沾釺焊將工件部分或整體浸入覆蓋有釺劑的釺料浴槽或只有熔鹽的鹽浴槽中加熱焊接。這種方法加熱均勻、迅速、溫度控制較為準確,適合於大批量生產和大型構件的焊接。鹽浴槽中的鹽多由釺劑組成。焊後工件上常殘存大量的釺劑,清洗工作量大。
感應釺焊利用高頻、中頻或工頻感應電流作為熱源的焊接方法。高頻加熱適合於焊接薄壁管件。採用同軸電纜和分合式感應圈可在遠離電源的現場進行釺焊,特別適用於某些大型構件,如火箭上需要拆卸的管道接頭的焊接。
爐中釺焊將裝配好釺料的工件放在爐中進行加熱焊接,常需要加釺劑,也可用還原性氣體或惰性氣體保護,加熱比較均勻。爐中釺焊又可分為箱式釺焊爐,井式釺焊爐,間歇式釺焊爐,連續式釺焊爐[1]。大批量生產時可採用連續式爐。
真空釺焊工件加熱在真空室內進行,主要用於要求質量高的產品和易氧化材料的焊接。
關聯概念
釺焊接頭
釺焊一般採用板料搭接和套管嵌接的形式。這樣可以通過增加焊件之間的結合面,來彌補釺料強度的不足,保證接頭的承載能力。這種接頭形式還便於控制接頭的間隙,適當的間隙可以使釺料在接頭中均勻分布,達到最佳的釺焊效果。釺焊接頭的間隙範圍一般是0.05~0.2mm。
釺焊接頭的承載能力與接頭連線面大小有關。因此,釺焊一般採用搭接接頭和套件鑲接,以彌補釺焊強度的不足。
分類
釺焊是利用熔點比母材低的金屬作為釺料,加熱後,釺料熔化,焊件不熔化,利用液態釺料潤濕母材,填充接頭間隙並與母材相互擴散,將焊件牢固的連線在一起。
根據釺料熔點的不同,將釺焊分為軟釺焊和硬釺焊。
軟釺焊
⑴軟釺焊:軟釺焊的釺料熔
 間機械與電氣連線的軟釺焊
間機械與電氣連線的軟釺焊軟釺焊多用於電子和食品工業中導電、氣密和水密器件的焊接。以錫鉛合金作為釺料的錫焊最為常用。軟釺料一般需要用釺劑,以清除氧化膜,改善釺料的潤濕性能。釺劑種類很多,電子工業中多用松香酒精溶液軟釺焊。這種釺劑焊後的殘渣對工件無腐蝕作用,稱為無腐蝕性釺劑。焊接銅、鐵等材料時用的釺劑,由氯化鋅、氯化銨和凡士林等組成。焊鋁時需要用氟化物和氟硼酸鹽作為釺劑,還有用鹽酸加氯化鋅等作為釺劑的。這些釺劑焊後的殘渣有腐蝕作用,稱為腐蝕性釺劑,焊後必須清洗乾淨。
硬釺焊
⑵硬釺焊:硬釺焊的釺料熔點高於450°C,接頭強度較高(大於200MPa)。
硬釺焊接頭強度高,有的可在高溫下工作。硬釺焊的釺料種類繁多,以鋁、銀、銅、錳和鎳為基的釺料套用最廣。鋁基釺料常用於鋁製品釺焊。銀基、銅基釺料常用於銅、鐵零件的釺焊。錳基和鎳基釺料多用來焊接在高溫下工作的不鏽鋼、耐熱鋼和高溫合金等零件。焊接鈹、鈦、鋯等難熔金屬、石墨和陶瓷等材料則常用鈀基、鋯基和鈦基等釺料。選用釺料時要考慮母材的特點和對接頭性能的要求。硬釺焊釺劑通常由鹼金屬和重金屬的氯化物和氟化物,或硼砂、硼酸、氟硼酸鹽等組成,可製成粉狀、糊狀和液狀。在有些釺料中還加入鋰、硼和磷,以增強其去除氧化膜和潤濕的能力。焊後釺劑殘渣用溫水、檸檬酸或草酸清洗乾淨。
注意:母材的接觸面應很乾淨,因此要用釺劑。釺劑的作用是去除母材和釺料表面的氧化物和油污雜質,保護釺料和母材接觸面不被氧化,增加釺料的潤濕性和毛細流動性。釺劑的熔點應低於釺料,釺劑殘渣對母材和接頭的腐蝕性應較小。軟釺焊常用的釺劑是松香或氯化鋅溶液,硬釺焊常用的釺劑是硼砂、硼酸和鹼性氟化物的混合物。
焊後清洗
釺劑殘渣大多數對釺焊接頭起腐蝕作用,也妨礙對釺縫的檢查,常需清除乾淨。
含松香的活性釺劑殘渣可用異丙醇、酒精、三氯乙烯等有機溶劑除去。
由有機酸及鹽組成的釺劑,一般都溶於水,可採用熱水洗滌。由無機酸組成的軟釺劑溶於水,因此可用熱水洗滌。含鹼金屬及鹼土金屬氯化物的釺劑(例如氯化鋅),可用2%鹽酸溶液洗滌。
硬釺焊用的硼砂和硼酸釺劑殘渣基本上不溶於水,很難去除,一般用噴砂去除。比較好的方法是將已釺焊的工件在熱態下放入水中,使釺劑殘渣開裂而易於去除。
含氟硼酸鉀或氟化鉀的硬釺劑(如劑102)殘渣可用水煮或在10%檸檬酸熱水中清除。
鋁用軟釺劑殘渣可用有機溶劑(例如甲醇)清除。
鋁用硬釺劑殘渣對鋁具有很大的腐蝕性,釺焊後必須清除乾_淨。下面列出的清洗方法,可以得到比較好的效果。
⑴60^-80'C熱水中浸泡lOmin,用毛刷仔細清洗釺縫上的殘渣,冷水沖洗HN0315%水溶液中浸泡約30min,再用冷水沖洗。
(2>60-80'C流動熱水沖洗10-10mino放在65~75'C,Cr032%H3r'045%水溶液中浸泡5min,再用冷水沖洗,熱水煮,黔冷水浸泡8h。
質量檢驗
釺焊接頭的缺陷釺接及其成因如下:
1.填隙不良,部分間隙未被填滿
產生原因:
⑴接頭設計不合理,裝配間隙過大或過小,裝配時零件歪季斜。
⑵釺劑不合適,如活性差,釺劑與釺料熔化溫度相差過大,釺劑填隙能力差等;或者是氣體保護釺焊時氣體純度低,真空釺焊時真空度低。
⑶釺料選用不當,如釺料的潤濕作用差,釺料量不足。
⑷釺料安置不當。
⑸釺焊前準備工作不佳,如清洗不淨等。套
⑹釺焊溫度過低或分布不均勻。
2.釺縫氣孔
產生原因:
⑴接頭間隙選擇不當。
⑵釺焊前零件清理不淨。
⑶釺劑去膜作用或保護氣體去氧化物作用弱。
⑷釺料在釺焊時析出氣體或釺料過熱。
3.釺縫夾渣
產生原因:
⑴釺劑使用量過多或過少。
⑵接頭間隙選擇不當。
⑶釺料從接頭兩面填縫。
⑷釺料與釺劑的熔化溫度不匹配。
⑸釺劑比重過大。
⑹加熱不均勻。
4.釺縫開裂
產生原因:
⑴由於異種母材的熱膨脹係數不同,冷卻過程中形成的內應力過大。
⑵同種材料釺焊加熱不均勻,造成冷卻過程中收縮不一致。
⑶釺料凝固時,零件相互錯動。
⑷釺料結晶溫度間隔過大。
⑸釺縫脆性過大。
5.釺料流失
產生原因:
⑴釺焊溫度過高或保溫時間過長。
⑵釺料安置不當以致未起毛細作用。
⑶局部間隙過大。
6.母材被溶蝕
產生原因:
⑴釺焊溫度過高,保溫時間過長。
⑵母材與釺料之間的作用太劇烈。
⑶釺料量過大。
檢驗方法
釺焊接頭缺陷的檢驗方法可分為無損檢驗和破壞性檢驗。
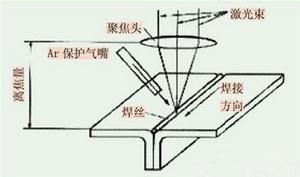 板件的雷射釺焊
板件的雷射釺焊⒈外觀檢查
外觀檢查是用肉眼或低倍放大鏡檢查釺焊接頭的表面質量,如釺料是否填滿間隙,釺縫外露的一端是否形成圓角,圓角是否均勻,表面是否光滑,是否有裂紋、氣孔及其它外部缺陷。
2.表面缺陷檢驗
表面缺陷檢驗法包括螢光檢驗(著色檢驗)和磁粉檢驗。它們用於檢查外觀及檢查目視發現不了的釺縫表面缺陷,如裂紋、氣孔等。螢光檢驗一般用於小型工件的檢查,大工件則用著色檢驗(工件的局部檢查),磁粉檢驗只用於帶有磁性的金屬。
⒊內部缺陷檢驗
主要採用射線檢驗、超音波檢驗和緻密性檢驗。
射線檢驗(按源的種類分為X射線和y射線)是檢驗重要工件內部缺陷的常用方法,它可顯示釺縫中的氣孔、夾渣、未釺透以及釺縫和母材的開裂。超音波檢驗所能發現的缺陷範圍與射線檢驗相同。而釺焊結構的緻密性檢驗常用方法有一般的水壓試驗、氣密試驗、氣滲透試驗、煤油滲漏試驗和質譜試驗等方法。其中水壓試驗用於高壓容器,氣密試驗及氣滲透試驗用於低壓容器,煤油滲透試驗用於不受壓容器;質譜試驗用於真空密封接頭。
常用釺焊
一、碳素鋼及低合金鋼的釺焊
碳素鋼表面的氧化物為FeO,Fe203等。低合金結構鋼表面除了生成氧化鐵以外,還可能生成合金元素的氧化物。除了鉻、鋁的氧化物影響較大以外,其它氧化物都較易清除。
(一)釺料
碳素鋼、低合金鋼軟釺焊時,可採用各種軟釺料,其中以錫鉛釺料套用最廣泛。使用HISnYb10錫鉛釺料釺焊的低碳鋼接頭抗拉強度為93MPa,抗切強度為37MPa。當採用HlSnrbs8-2釺料時,則分別提高到113MPa及49MPa。當採用銅、銅基釺料及銀基釺料進行硬釺焊時,可獲得較高的接頭強度。
例如使用HUL釺料時,接頭抗拉強度為323MPa,抗切強度為
ao當使用BAg40Cuf-nUd釺料時,則分別提高到38sMPa及203MPa。
(二)釺劑
軟釺焊時,釺劑採用氯化鋅水溶液或氯化鋅、氯化錢水溶液。使用銅基釺料時,採用硼砂硼酸類釺劑或Q7301。用銀基釺料時,採用QJ1o1,QJ1o2等。
二、不鏽鋼的釺焊
由於不鏽鋼含有鉻、鑰、欽等合金元素,所以它的表面氧化物種類也很多,其中鉻及欽的氧化物化學穩定性最好。必須採用活性很強的釺劑以及保護氣體或真空度高的釺焊方法。
(一)釺料
根據釺焊件的使用要求、釺焊接頭的性能、釺焊溫度等,可選用不同的軟釺料及硬釺料。
(二)釺劑
由於鉻會形成穩定的氧化物,因此應該採用活性很強的釺劑。軟釺焊時,必須採用氯化鋅鹽酸溶液、氯化鋅一氯化錢鹽酸溶液或磷酸。
硬釺焊時,在用銀銅鋅、銀銅鋅錫釺料時可採用Q7101,QJⅣ2。用銅基釺料釺焊時,應採用含氟化鈣的QJZOOo
釺料選用
⑴釺料應具有合適的熔化溫度範圍,至少應比母材的熔化溫度低幾十度。
 截齒釺焊
截齒釺焊⑵在釺焊溫度下,應具有良好的潤濕性,以保證充分填滿釺縫間隙。
⑶釺料與母材應有擴散作用,以使其形成牢固的結合。
⑷釺料應具有穩定和均勻的成分,儘量減少釺焊過程中合金元素的損失。
⑸所獲得的釺焊接頭應符合產品的技術要求,滿足力學性能、物理化學性能、使用性能方面的要求。
⑹釺料的經濟性要好。應儘量少含或不含稀有金屬和貴重金屬。還應保證釺焊的生產率要高。
⑺釺料應具有加工變形能力,以便於製成各種形狀。
釺料的分類
⒈按照釺料的熔化溫度範圍分
⑴熔點低於450℃的釺料稱為軟釺料如鎵基、鉍基、銦基、錫基、鉛基、鋅基等合金。
⑵熔點高於450`C的釺料稱為硬釺料(俗稱難熔釺料)如鋁基、鎂基、銅基、銀基、錳基、金基、鎳基、鈀基、欽基等合金。
⒉按照釺料的主要合金元素分
釺料按其主要合金元素可分為錫基、鉛基、鋁基等釺料。
3.按照釺料的製成形狀分
釺料按其製成形狀可分為絲、棒、片、箔、粉狀或特殊形狀釺料(例如環形釺料或膏狀釺料等)。
安全防護
一、浸沾釺焊操作安全與防護
浸沾釺焊分為鹽浴釺焊和金屬浴釺焊兩種。它們是將釺焊件局部或整體浸入熔融的鹽液或熔態釺料中進行加熱和釺焊的方法。浸沽釺焊的優點是加熱速度快,生產效率高,液態介質保護焊件不氧化。特別適用於大規模連續性生產。缺點是能源消耗量大,釺焊過程中從熔鹽中揮發出大量有害氣體,嚴重污染環境。因此浸沾釺焊操作的人身安全。
鹽浴釺焊時所用的鹽類,多含有氯化物、氟化物和氰化物,它秀們在釺焊加熱過程中會嚴重地揮發出有毒氣體。另外在釺料中又含有揮發性金屬,如鋅、錫、鉛、鉸等,這些金屬蒸氣對人體十害,如鉸蒸氣甚至有劇毒。在軟釺焊時,釺劑中所含的有機溶液蒸退發出來的氣體對人體也十分有害口因此,屬蒸氣,必須採取有效通風措施進行排除。
另外,在浸沾釺焊過程中,特別重要的是要把浸入鹽浴槽中的:焊件必須烘烤十分乾燥,不得在焊件上留有水分,否則當浸入鹽浴槽時,瞬間即可產生大量蒸氣,使溶液飛濺,發生劇烈爆炸,造成嚴:重的火災和燒傷人體,在向鹽浴槽中添加釺劑時,也必須事先把釺擎劑充分烘乾,不僅要求除晶水,否則也會引發爆炸。
二、感應釺焊操作安全與防護感應釺焊是將釺焊件放
靠感應電流加熱焊件。
生產實踐表明,感應釺焊時電流頻率使用範圍較寬,一般可在10-,UVkHz間選用。商售高和真空管式高頻電源都可用於感應釺焊。
一高頻感應加熱電源在工作過程中高頻電磁場泄漏嚴重,對其周圍環境構成嚴重電磁波污染,主要表現為無線電波干擾和對人員身體健康的危害兩個方面,同時污染的強度又和高頻電源的功率成正聖比,所以在進行感應釺焊時,必須對高頻電磁場泄漏採取嚴護措施,以降低對環境和人體的污染,使其達到無害的程度高頻電磁場對人體的危害主要是引起中樞神經系統的機能障礙和交感神經緊張為主的植物神經失調。主要症狀是頭昏、頭痛、全身無力、疲勞、失眠、健忘、易激動,工作效能低,還有多汗消瘦等症狀發生。但是造成上述機能的障礙,不屬於器質性的改變,只要脫離工作現場一段時間,人體即可恢復正生產實踐經驗表明,對高頻加熱電源最有效的防護是對其泄漏出來的電磁場進行有效地禁止。通常是採用整體禁止,即將高頻設備和饋線、感應線圈等都放置在禁止室內,操作人員在禁止室外進行操作。
禁止室的牆壁一般用鋁板、銅板或鋼板製成,板厚一般為1.2-1.5mm。操作時對需要觀察的部位可裝活動門或開視窗,一般用40目(孔徑0.450mm)的銅絲禁止活動門或視窗。
對於功率較大的高頻設備還可用複合禁止的方法增強防護效果。通常是在禁止室內將高頻變壓器和饋線等高頻泄漏源先用金屬板或雙層金屬網進行局部禁止,為了解決高場強的近區裝置的發熱問題,禁止罩需留有適當的縫隙,以切斷感生電流,這當然對高頻防護是不利的。
此外,為了高頻加熱設備工作安全,要求安裝專用地線,接地電阻要小於4n。而在設備周圍,特別是工人操作位置要輔耐壓35kV絕緣橡膠板。
設備啟動操作前,仔細檢查冷卻水系統,只有當水冷系統工作正常時,才允許通電預熱振盪管。
設備檢修一般不允許帶電操作,如實在需要帶電檢修,操作者必須穿絕緣鞋,帶絕緣手套,必須另有專人監護。停電檢修時,必須切斷總電源開關,並用放電棒將各個電容器組放電後,才允許進行檢修工作。
三、爐中釺焊操作安全與防護
爐中釺焊包括氣體保護爐中釺焊和真空爐中釺焊兩種。常用的保護氣體為氫、氫和氮氣。氨、氮氣體不嫩燒,使用時比較安全。氫為易燃易爆氣體,使用時要嚴加注意。防止氫氣爆炸的主要措施有加強通風,除氫爐操作間整體通風外,設備上方要安裝局部排風設施,設備啟動前必須先開通風,定期檢查設備和供氣管道是否漏氣,若發現漏氣必須修復後才能使用。氫爐啟動前,應先向爐內充截氣以排除爐內空氣,然後通HZ排NZ,絕對禁止直接通H:排除護內空氣。熄爐時也要先通N:排H:,然後才可停爐。密閉氫爐必須安裝防爆裝置,氫爐旁邊應常備氮氣瓶,當HZ氣突然中斷供氣時應立即通氮氣保護爐腔和焊件。
此外,HZ爐操作間內禁止使用明火,電源開關最好用防爆開關,氫爐接地要良好等。真空爐使用安全可靠,操作時要求爐內保特清潔,真空爐停爐不工作時也要抽真空保護,不得泄漏大氣。
全釺焊完畢時,爐內溫度降到400`C以下,才可關閉擴散泵電棘,待擴散泵冷卻低於70`C時才可關閉機械泵電源,保證釺焊件知爐腔內部不被氧化。
禁止在真空爐中釺焊含有Zn,Mg,P,Cd等易蒸發元素的金屬或合金,以保持爐內清潔不受污染。
一、釺焊操作中的通風
1、通常採用的有效防護措施是室內通風。它可將釺焊過程中所產生的有毒煙塵和毒性物質揮發氣體排出室外,有效的保證操作者的健康和安全。
2、通常生產車間通風換氣的方式有兩種,自然通風和機械通風。在工業生產廠房中,要求採用機械通風排除有害物質。機械通風又可分為全面排風和局部排風兩種。
3、當釺焊過程中產生大量有毒害物質,難於用局部排風排出室外時,可採用全面排風的辦法加以補充排除,一般情況下,是在車間兩側安裝較長的均勻排風管道,用風機作動力,全面排除室內的含有毒物的空氣,或者在屋頂上分散安裝帶有風帽的軸流式風機進行全面排風。但是全面排風效率較低,不經濟,實用中應儘量採用局部排風。局部排風是排風系統中經濟有效的排風方法。通常在有害物的發生源處設定排風罩,將釺焊時產生的有害物加以控制和排除,不使其任意擴散,因而排風效率最高。因此,凡是在生產中產生有害物的設備或工藝過程均應儘量就地設計安裝局部排風罩,並應連成系統加以排除。排風罩應根據工藝生產設備的具體情況、結構及其使用條件,並考慮所產生有害物的特性進行設計。幾個相同類型的排風罩可連成一個系統,以通風機為動力進行排除。當遇到各種排風罩所排除的有害氣體不同時,則要考慮各有害氣體混合後不致發生爆炸或燃燒,或生成毒性更大的物質時方可合併排除,否則應分別設定排風系統。此外,對具有腐蝕性氣體和劇毒氣體的排除,應單獨設定排風系統,排入大氣之前要進行預處理,達到國家規定有害物排放標準後方可排放。
二、釺焊操作中的對毒物的防護
1、當釺焊金屬和釺料中含有毒性金屬成分時,要嚴格採取防護措施,以免操作者發生中毒,這些金屬包括Be、Cd、Pd、Zn等。
2、Be在原子能、宇航和電子工業中套用價值很高,但它毒性大,釺焊時要特別重視安全防護措施。Be主要通過呼吸道和有損傷的皮膚吸入人體,從體內排出速度緩慢,短期大量吸入會引起急性中毒,吸入BeO等難溶性化合物可引起慢性中毒鈹病,數年後發病,主要表現為呼吸道病變。鈹和氧化鈹釺焊時,最好在密閉通風設備中進行,並應有淨化裝置,達到規定標準才可排出室外。
3、Cd通常是為了改善釺焊工藝性在釺料中加入的元素,加熱時易揮發,可從呼吸道和消化道吸入人體,積蓄在腎、肝內,多經膽汁隨糞便排出,短期吸入大量Cd煙塵或蒸氣會引起急性中毒,長期低濃度接觸Cd煙塵蒸氣,會引起肺氣腫,腎損傷、嗅覺障礙症和骨質軟化症等。
4、Pb是軟釺料中的主要成分,加熱至400~500℃時即可產生大量Pb蒸氣,在空氣中迅速生成氧化鉛,Pb及其化合物有相似的毒性,釺焊時主要是以煙塵蒸氣形式經呼吸道進入人體,也可通過皮膚傷口吸收。
5、Pb蒸氣中毒通常為慢性中毒,主要表現為神經衰弱綜合症,消化系統疾病、貧血、周圍神經炎,腎肝等臟器損傷等。中國現行規定車間空氣中最高容許濃度,鉛煙為0.03mg/m3,鉛塵為0.05mg/m3。
6、Zn及其化合物ZnCl2在釺焊時,Zn和ZnCl2會揮發生成鋅煙,人體吸入可引起金屬煙霧熱(metalfumefever),症狀為戰慄、發燒、全身出汗、噁心頭痛、四肢虛弱等。接觸ZnCl2煙霧會引起肺損傷,接觸ZnCl2溶液會引起皮膚潰瘍。因此,防止煙霧接觸人體,必須套用個人防護設備和良好的通風環境,當皮膚觸到ZnCl2溶液時要用大量清水沖洗接觸部位。
7、在使用含有氟化物的釺劑時,必須在有通風的條件下進行釺焊,或者使用個人防護裝備。當用含氟化物釺劑進行浸沾釺焊時,排風系統必須保證環境濃度在規定範圍內,現行國家規定最大允許濃度為1mg/m3。
8、氟化物對人體的危害主要表現為骨骼疼痛、骨質疏鬆或變形,嚴重者會發生自發性骨折。對皮膚的損傷是發癢、疼痛和濕疹等。
9、在釺焊前清洗金屬零件時,採用清洗劑,其中包括有機溶劑、酸類和鹼類等化學物品,在清洗過程中會揮發出有毒的蒸氣,要求通風良好,達到國家規定要求,保證操作者的安全。
發展狀況
由於焊接的熱輸入是可選擇的
 釺焊金剛石口孔鑽
釺焊金剛石口孔鑽電弧螺栓釺焊(ASB)已經達到適合作為製造業連線技術的階段。例如:現已套用於連線高碳鋼的鋼板和螺栓,在普通焊接中,零件會變得更硬且脆,甚至對於直徑為16mm的螺栓,熔深實際為零。而ASB則大大減少了氫致裂縫,由於金屬間相的存在,提高了硬度,因此能夠在非合金鋼和合金Cr-Ni鋼之間進行螺栓連線。
最初的試驗表明,甚至能將Cr-Ni螺栓與鋁板釺焊到一起。使用與螺栓焊相同的設備技術也可進行電弧螺栓釺焊,特別是短時間抬起起弧的方案極其適合。在電弧螺栓釺焊中,不象螺栓焊那樣電弧在被連線的零件之間產生通常的熔池。
下面的實例表明了ASB套用的可能性。
例如:對於0.8l%的9ISZV的鐵軌材料,用箔釺料進行ASB焊接達到了很好的效果,在拉伸和折彎試驗中,試件被損壞,螺栓未受影響,而且可以被折彎到90o;另一項是在建築監管部門使用的電弧螺栓釺焊也獲得了良好的結果。使用ASB技術,甚至可以將φ16mm的“黑色”螺栓釺焊到“白色”的鋼板上(Cr-Ni,厚度為2.5mm)。當板材厚度達到1.5mm時,ASB接頭的強度要低於螺栓的焊縫,但高於普通火焰釺焊的接頭。當板厚>1.5mm時,在同樣的材料之間,ASB接頭的強度與螺栓焊的接頭相同。對這兩種焊接進行比較,電弧螺栓釺焊所需的熱量輸入大大降低,大大減少了熔深,並且強度高,甚至對於對硬度增加敏感的鋼材也是如此。
隨著鎂作為製造材料的增加,釺焊技術也得到相應的發展,AZ91A和AZ31是作為基體材料的。根據漫流實驗的測試結果,Mg-Zn合金可以用來作為釺焊釺料,不同的純金屬箔用來作為點釺焊試驗的消耗材料。研究表明,用Mg-Zn釺焊焊料可以連線釺焊AZ91A材料。對於點釺焊來說,鋁箔是最適合的消耗材料。
為了進行氧化鋁和金屬的釺焊,還開發了鈀基高溫釺焊合金。它除了高熔化溫度(1555℃)和抗氧化特性外,鈀可以與許多元素形成晶體,這就有可能根據需要開發釺料,鉻、釩、鈦和釔可作為合金元素加入。在釺焊氧化鋁(Al300含有97.6%的Al2O3,並把CaO和SiO2作為冶金粉末加入;Al997含有99.7%的Al2O3)的過程中,對鈀釺焊合金的浸潤特性和釺接特性進行了實驗研究。為此,不僅使用Pd-6Cr、Pd-10Cr和Pd-6V釺焊合金製作金屬箔,而且也使用純的鈀、鈦、釔、釩和鉻元素釺焊合金製作金屬箔。
由於氧化的問題,不可能清楚地認識合金金屬箔的浸潤特性。似乎Al997可以浸潤,而AI300不能。與此形成鮮明對照的是,在現場用Al300製作的合金卻表現出良好的浸潤特性,所有的釺焊合金在室溫下都能獲得較高的連線強度。用Pd-6Cr焊制的接頭其強度可以耐1000℃的高溫。
發展歷程
釺焊是人類最早使用的材料連線方法之一,在人類尚未開始使用鐵器時,就已經發明用釺焊來連結金屬。在埃及出土的古文物中,就有用銀銅釺料釺焊的管子,用金釺料連線的護符盒,據考證分別是5000年前和近4000年前的物品。公元79年被火山爆發埋沒的龐貝城的廢墟中,殘存著由釺焊連線的家用釺制水管的遺蹟,使用的釺料具有Sn:Pb=1:2的成分比,類似現代使用的釺料成分。中國在公元前5世紀的戰國初期也已經使用錫鉛合金釺料,在秦始皇兵馬俑青銅器馬車中也大量採用了釺焊技術。中國最早見著於文獻記載德釺焊時漢代班固所選《漢書》中有云:“胡桐淚盲似眼淚也可以韓金銀也今工匠皆用之”。1637年出版的明代宋應星科技巨著《天工開物》中有“中華小釺用白銅沫,大釺則竭力揮錘而強合之,若以胡桐汁合銀,堅如石。今玉石刀柄之類焊藥,加銀一分其中,則永不脫。試以圓盆口點焊藥於其一隅,其藥自走,周而環之,亦一奇也”。這一記述明確指出了銅釺焊應以硼砂做釺劑而銀釺焊則可以胡桐樹脂為釺劑,並且對釺料的填縫行為做了精彩的描述。儘管釺焊技術出現較早,但很長時間沒有得到大的發展。進入20世紀後,其發展也遠落後於熔焊技術。直到20世界30年代,在冶金和化工技術發展的基礎上,釺焊技術才有了較快發展,並逐漸成為一種獨立的工業生產記述尤其是二次世界大戰後,由於航空、航天、核能、電子等新技術的發展,新材料、新結構形式的採用,對連線技術提出了更高的要求,釺焊技術因此受到了更大的重視,迅速的發展起來,出現了許多新的釺焊方法,其套用也越來越廣泛。例如,製造機械加工用的各種刀具特別是硬質合金刀具,鑽探、採掘用的鑽具,各種導管和容器,汽車拖拉機的水箱,各種用途的不同材料不同結構形式的換熱器,電機部件以及汽輪機的葉片和拉筋等構件的製造廣泛採用釺焊技術。在輕工業生產中,從醫療器械、金屬植入假體、樂器到家用電器、炊具、腳踏車,都大量採用釺焊技術。對於電子工業和儀表製造業,在很大範圍內釺焊時唯一可行的連結方法,如在元器件生產中大量涉及金屬與陶瓷、玻璃等非金屬的連線問題,及在布線連線中必須防止加熱對元器件的損害,這些都有賴於釺焊技術。在核電站和船舶核動力裝置中,燃料元件定位架,換熱器、中子探測器等重要部件也常採用釺焊結構。
優點與缺點
釺焊的優點是容易保證焊件的尺寸精度,同時對於焊件母材的組織及性能的影響也比較小;適用於各種金屬材料、異種金屬和金屬與非金屬的連線;。釺焊的缺點是釺焊接頭的耐熱能力比較差,接頭強度比較低,釺焊時表面清理及焊件裝配質量的要求比較高。注意事項
基本方法
1、用銼刀、刮刀或鋼絲刷清除焊接處的油污。
2、清潔烙鐵,用鋼絲刷刷除氧化銅。
3、在焊接部位塗上焊藥。
4、用加熱的烙鐵沾上焊錫,在焊接部位稍停片刻,使焊件發熱,然後慢慢移動,使焊錫均勻地流入焊縫,形成光潔平滑的焊道。
5、焊縫較長時,可將焊接件固定好,壓牢並塗好焊藥,先用點焊的方法,然後再焊好全部焊縫。
安全事項
1、烙鐵要放穩,防止掉下來,以免引起火災或燙傷。
2、使用烙鐵時,應首先注意電源電壓與烙鐵電壓是否一致。不一致時,不準使用。通電後,不能隨便離開,用完後應斷開電源。
3、試驗烙鐵溫度時,要用焊錫試,不要用手觸摸,以防燙傷。
