定義
 釜用206機械密封
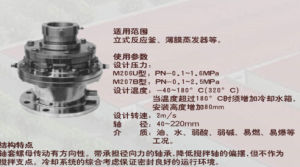
釜用206機械密封釜用機械密封是解決攪拌軸密封的一種理想方式,按照密封面的對數,有單端面和雙端面機械密封之分。雙端面機械密封一般配上平衡循環系統,可使用在易燃、易爆、有毒及腐蝕、高真空等對密封要求更為嚴格的場合。密封結構為外沖洗結構,沖洗液可為清潔的水也可為工業回用水,沖洗液的壓力低於密封腔壓力,沖洗液在輔助套的上端輸入,在輔助套的下端輸出,循環使用,密封起到冷卻沖洗的作用.機械密封的輔助裝置有調溫器、平衡罐(隔離流體容器)、強制循環平衡系統等。
釜用機械密封
分下列6種型式:
201型-單端面單彈簧非平衡型密封,202型-單端面多彈簧非平衡型密封,203型-單端面單彈簧平衡型密封,
204型-單端面多彈簧平衡型密封,205型-雙端面多彈簧非平衡型密封,206型-雙端面多彈簧平衡型密封。
常見故障和解決方法
1、故障現象:密封面處出現泄漏。故障原因:螺桿螺紋鬆動;密封面損傷。排除方法:將螺桿重新上緊;重新修磨拋光密封面。
2、故障現象:閥門處出現泄漏。故障原因:閥桿(針)、閥口密封面損傷。排除方法:維修、更換閥桿(針)、閥口。
3、故障現象:外磁鋼鏇轉,內磁鋼不轉,電機電流減小。故障原因:釜內溫升過高,冷卻循環不暢,內磁鋼因高溫褪磁。加氫反應,內磁鋼套有裂紋,內磁鋼膨脹。排除方法:通知供貨商,重新更換內磁鋼。
4、故障現象:磁力耦合傳動器內有摩擦的噪音。故障原因:軸套、軸承磨損,間隙過大,內磁鋼轉動出現跳動。排除方法:與供貨商或者機械密封廠家聯繫,更換軸承、軸套。
安裝使用
機械密封的安裝
1、檢查進行安裝的機械密封的型號、規格是否無誤。
2、檢查主機與機械密封的安裝相關聯部位的尺寸精度、幾何精度和相互關係是否符合技術要求。主要有以下幾個方面:
(1)安裝機械密封部位的軸(或軸套)的徑向跳動允差,軸(或軸套)的表面光潔度和外徑尺寸公差。
(2)密封腔和壓蓋結合定位端面對軸(或軸套)中心線垂直度允差。
(3)安裝動環密封圈的軸(或軸套)的端部,安裝機械密封的殼體孔的端部結構之倒角和光潔度。
(4)機械密封之轉軸工作時的軸向位移量。
3、安裝機械密封過程中,應保持清潔,且不允許用工具敲打密封元件,以防損傷和破壞。
4、安裝時,動、靜環表面應塗上一層清潔的機油和透平油。輔助密封圈(包括動環密封圈和靜環密封圈)安裝前也需塗一層清潔的機油或透平油,以保證安裝順利。
5、將靜環密封圈套在靜環背部後,裝入密封端蓋內,要注意勿傷靜環端面,要保證靜環端面與端蓋中心線垂直,且注意靜環背部的防轉槽要對準防轉銷,但不能相接觸。
6、機械密封之轉動部分,依靠彈簧座上之兩個固定螺釘與軸固定,擰緊固定螺釘時,要保證彈簧的工作長度。
機械密封的使用
1、主機起動前,需檢查機械密封的附設裝置,冷卻潤滑系統是否完善暢通。
2、起動前應清洗物料管線,以防鐵鏽雜質進入密封腔內。
3、用手盤動聯軸節,檢查軸是否輕鬆鏇轉,如果盤動很重,需檢查有關安裝尺寸是否正確。
4、正常開車前,需進行靜壓試驗,檢查機械密封之端面、密封圈處和密封端蓋處之密封效果,如有問題,逐個檢查解決。
5、主機起動前,應保持密封腔內充滿液體或被密封之介質,如有單獨密封系統應起動之,冷卻水系統亦須開始流通。
6、正常使用前,先進行常壓運轉,觀察密封部位的溫升是否正常,有否泄漏現象。如有輕微泄漏,可以跑合一段時間,使端面貼合得更加均勻,至泄漏量逐漸減少到正常為止。如運轉1-3小時,泄漏量仍不減少,則需停車檢查。
7、正常工況運轉,升壓升溫可分別緩慢進行,並注意端面的溫升和泄漏情況,如一切正常,說明即可投入生產使用。
