
變形區參數
 軋制過程
軋制過程 軋制過程
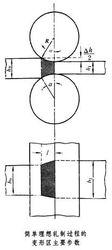
軋制過程軋件,在軋輥作用下產生變形的區域叫變形區,如圖所示,變形區以外兩端不變形的區域叫做外區或剛端。 軋件入口厚度為 h0,軋後厚度為 h1,軋制前、後的厚度差Δ h= h0- h1稱做壓下量,由幾何關係知
R為軋輥半徑; α為咬入角(見軋制咬入條件)。
 軋制過程
軋制過程 軋制過程
軋制過程 軋制過程
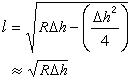
軋制過程與 α相應的弧長稱為接觸弧,其水平投影稱為變形區長度 l,由圖可知:軋件受壓下變形後,向長度方向延伸,由軋前長度 L0變為軋後長度 L1,同時有橫向寬展。軋件長度延伸的參數是延伸係數 λ,壓下變形可用壓下係數 λ表示,,
或用壓下率ε%表示,
 軋制過程
軋制過程。
工程中廣泛套用的是寬展Δ b、延伸係數 λ和壓下率ε%。
軋制金屬流動
 軋制過程
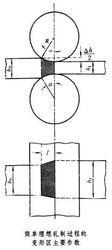
軋制過程軋件由厚度 h0變為 h1,在變形區內軋件厚度逐漸減小,根據變形金屬的體積不變的條件,變形區內金屬各質點運動速度不可能一樣,金屬和軋輥間必有相對運動。假設軋件無寬展,沿各截面上變形均勻,即水平速度相同,這樣軋制變形區可分為前滑區、中性面和後滑區,如圖所示。在前滑區,金屬速度大於軋輥圓周速度,在後滑區則相反,在中性面兩者速度相同,無相對滑動(見前滑,此外,根據變形區力平衡分析和幾何條件帕夫洛夫(И.М.Павлов)等導出咬入角 α、摩擦角 β和中性角 α之間的關係如下:
 軋制過程
軋制過程此公式把軋制過程的軋件變形和幾何條件的內在聯繫反映出來,表達了軋制過程的基本概念。 有關軋制過程中各參數間關係和數學表達的理論研究,包括軋制力能參數、軋輥變形、金屬變形、運動等理論計算和研究,也稱為軋制理論。
參考書目
趙志業主編:《金屬塑性變形與軋制理論》,冶金工業出版社,北京,1980。
