鋼板表面龜裂
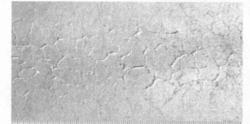
龜裂一般多產生在高碳鋼和合金鋼等大截面產品的表面,裂紋呈龜背狀,一般長度較短,多呈弧形、人字形,方向各異,見下圖。
 鋼板表面龜裂
鋼板表面龜裂龜裂常伴隨或衍生出其他形態的裂紋,其深度基本都超過鋼板的厚度負公差之半,嚴重時,產品會在堆垛中被壓斷,因此被判廢的可能性較高。
鋼板產生龜裂原因
鋼板產生龜裂的主要原因:
(1)鋼坯在加熱過程中加熱溫度或加熱速度控制不當,造成鋼坯局部過熱,過熱部分出現一定深度的脫碳層,降低了鋼的塑性,在軋制中由於表面延伸產生的張力作用導致開裂。
(2)碳含量高的坯料在較低溫度進行火焰清理時,表面溫度驟然升高引起熱應力或在清理後的冷卻過程中產生組織應力,使坯料表面炸裂。
(3)含Cu鋼中的Cu易向表面擴散,在鋼表面及氧化鐵皮下富集一薄層熔點低於1 100℃的富Cu合金,此合金在1 100℃以上溶化並浸蝕鋼表面晶界,在軋制變形時,使鋼表面沿晶界發生熱脆開裂。
(4)鑄坯表面原有的網狀裂紋或星形裂紋在軋制中進一步擴展所導致的開裂。對鋼板的影響:從其產生的原因來說,鋼板的表面存在著一定的脫碳層,有時也伴隨或衍生出其他形態的裂紋。就深度而言,基本都超過鋼板的厚度公差之半,因此判廢的可能性較高。
控制措施
(1)採取預熱或利用產品餘熱進行火焰清理;
(2)控制加熱制度,防止出現過熱、過燒現象;
(3)防止鋼坯出現網裂或星裂等原始缺陷。
表面龜裂的檢查方法
主要工具
1、放大鏡:4~7倍。
2、讀數放大鏡:10~20倍(精度0.01 mm)。
3、螢光燈:100~ 200W。
4、毛刷、吸水紙、紗布等清潔用具。
檢查時間
根據試樣的耐老化程度和採用的老化試驗方法來預定檢測時間。進行戶外大氣老化時,一般在投試後第一周內至少檢測1次,第一年內檢測不少於4次。需記錄試樣表面龜裂開始出現的時間或斷裂時間時,應在龜裂出現前或斷裂前經常進行檢測,宜每天觀察。
檢查步驟
1、從老化試驗中取下裝有試樣的試樣架或試樣夾,保持原應變狀態置於工作檯上。
2、選取試樣表面的一部分,用清潔工具處理乾淨附著的水滴、灰塵或污垢等。
3、將試樣置於同一照明下進行仔細的外觀檢查,先用肉眼觀察,後用放大鏡觀測。與原始試樣和標準樣本進行對比,作出評價,做好記錄。
4、檢測完畢,將試樣按原狀態放回原處,繼續進行老化試驗。以後可重複檢測,直至試驗結束。
