
定義
1.圓柱面上,圓柱螺旋線的切線與通過切點的圓柱面直母線之間所夾的銳角,稱為螺旋角。
2.在圓錐面上,圓錐螺旋線的切線與通過切點的圓錐面直母線之間所夾的銳角,也稱為螺旋角。
3.由螺旋邊緣與刀具中心軸形成的角。
增大螺旋角β可以增大軸向重合度εβ=Bsinβ/πmn,一般要求εβ>1~1.15,提高傳動的平穩性和降低噪聲,使傳動平穩,但軸向力隨之增大(指斜齒輪)。同一軸上兩齒輪螺旋角方向應相同,以便軸向力相互抵消。把高速級螺旋角取大,低速級螺旋角取小,以減小低速級的軸向力,對某些設計亦是可取方案。
適當選取β可湊中心距a,使a具有圓整的數值。
如按抵消工具機交換齒輪誤差來確定螺旋角,可有效地減少滾齒加工齒輪的螺旋角誤差。
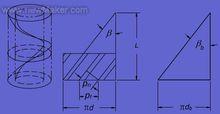 圓柱斜齒輪螺旋角β
圓柱斜齒輪螺旋角β齒輪螺旋角類型
斜齒齒輪及蝸輪等零件,表示其輪齒傾斜程度的一般都用螺旋角。蝸桿的螺旋角很大,習慣上用導程角表示。齒輪螺旋角類型如下:
1.節圓螺旋角β:在節圓柱上輪齒齒長曲線和軸線間所成的角度。斜齒齒條的螺旋角,是在節平面上軸向平面和切平面間的交角。除特別指明的以外,螺旋角都是指在節圓柱上的螺旋角。
2.基圓螺旋角β基圓螺旋角是指在基圓柱上的螺旋角。
3.軸向基圓螺旋角β:軸向基圓螺旋角是指在軸向作用平面上,切平面和軸向平面間所成的角度。
螺旋角選擇
在插齒機上加工不同螺旋角的齒輪,需要更換不同螺旋角的螺旋導軌,還要製造不同螺旋角的插齒刀。在這裡,更換一套螺旋導軌是很麻煩的,製造—耙斜齒插齒刀也是不容易的。如果我們規定一種螺旋導軌,按照標準的模數,改變插齒刀齒數的方法,以適應一定範圍的不同螺旋角。換句話說,我們設計內、外齒輪參數時,如能根據模數大小來選擇這種螺旋導軌導程所規定的螺旋角,那么,使用同一螺旋導軌,只要更換插齒刀,就可以加工一定範圍的不同螺旋角的內齒輪了。這樣一來,大大地縮短更換螺旋導軌的輔助時間,加工經濟性顯得十分突出。
螺旋角測量
螺旋角的測量方法很多,如有現成的螺旋角測量儀則最好,否則,可選用下列方法:
滾印法
將齒輪的齒頂圓塗上一層薄薄的紅油,並使其端面靠著直尺,在白紙上滾動。這時,紙條上就留有齒印,利用量角器就能量出齒印的螺旋角β。用這種方法測得的螺旋角是齒頂圓的螺旋角β,分度圓上的螺旋角β,再按相應公式求解。這種方法求得的螺旋角是近似值,因β有誤差。 當測繪成對更換的斜齒輪時,這種方法基本上可以滿足要求。但是遇到只換一個齒輪時,這種測量方法就不能滿足要求。特別是變位斜齒圓柱齒輪,用這種方法來測量螺旋角,更是不適用。因為斜齒圓柱齒輪的螺旋角與變位係數互相起補償作用,也就是說,螺旋角的測量誤差,會影響變位係數的數值。
為了使得修配恰當,不影響原設計性能,就得採用數值準確度較高的測定方法。常用的方法有“萬能銑床法”、 “滾珠法”、 “測量齒距方法”等等。
