
簡介
變齒厚(斜)齒輪端截面的齒厚沿軸向是線性變化的,從而導致齒側產生一個附加的螺旋角,左右齒面的分圓螺旋角和基圓螺旋角也相應改變。因此有必要對其進行計算與直齒圓柱齒輪相比,由於斜齒圓柱齒輪具有承載能力強、傳動平穩、衝擊和噪聲小等優點,因而得到廣泛的套用。一般來講,若一對相互嚙合軸線平行的斜齒圓柱齒輪是在不改變差動掛輪傳動比絕對值大小的情況下在同一台設備上加工,即使加工後的螺旋角有誤差,也能保證其正確嚙合。
基本計算
在維修機械設備時,常常需要對被檢修的斜齒輪參數進行測繪,當遇到變位斜齒輪或需對單個斜齒輪進行配對時,其螺旋角β往往不易確定。
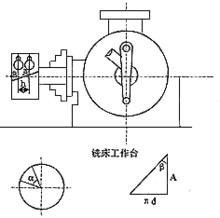
由於斜齒輪的一個齒相當於一段螺旋線繞在一段圓柱體上,因此可以通過測量計算出螺旋線的導程,然後根據導程與螺旋角的關係推算出斜齒輪的螺旋角。具體的測量與計算方法如下(以左旋齒為例):如圖所示,將分度頭安裝在銑床工作檯上,將被測斜齒輪裝在一根經檢查符合要求的插棒上裝上分度頭。選擇斜齒輪上一個質量較好的齒作為測量對象。取一個百分表,表座安裝在銑床床身上,不隨工作檯移動;表頭壓在被測齒一端的 A點上,將百分表指針置“0”。向右移動工作檯,並同時轉動分度頭使斜齒輪順時針轉動,直至斜齒輪轉動到 B點百分表指針重新指向“0”位時停止。此時工作檯的移動距離h即為斜齒輪螺旋線上 A點至 B點段的導程(h應儘可能選得長一些)。設此時分度頭轉過的角度為α,則整個螺旋線的導程為 A=360°h/a。根據螺旋角 β與導程 A的對應關係式tg β=πd/ A( d為分度圓直徑),將 d= mz/cos β,tg β=sin β/cos β代入上式可得
Asin βcos β=π mzcos β
sin β=π mz/ A
 基圓柱螺旋角
基圓柱螺旋角當測量右旋齒時,只需將斜齒輪轉動方向和工作檯移動方向反向即可。
用該方法確定斜齒輪螺旋角操作簡便,可得到被測斜齒輪螺旋角的準確數值,克服了用其它測量和計算方法確定某些變位齒輪、進口齒輪或需對單個齒輪進行配對時需要對螺旋角進行估計試測的缺點,具有一定實用性。
螺旋角的測定
在工具機的修理過程中,經常會面臨許多零件被磨損、損壞後,需要修復或重新更換的情況,如果沒有需要更換零件的原設計圖紙,便要有關技術人員對其進行測繪、計算,其中尤以齒輪的測繪、計算為複雜。遇上測繪、計算直齒圓柱齒輪的時候較多,但由於斜齒圓柱齒輪與直齒圓柱齒輪相比,傳動比較平穩、承載能力強、所產生的衝擊、震動和噪聲均較小,被廣泛套用於高速、重載的傳動中,因此斜齒圓柱齒輪的測繪、計算時不時的也會碰上。齒輪基本參數測定準確與否,會直接影響修後齒輪的可靠使用和工具機的正常運轉。標準斜齒圓柱齒輪分度圓螺旋角β的測定是基本參數中難以測定的內容。
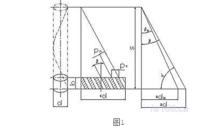
把斜齒輪的分度圓柱面展開成一個長方形,如圖1所示。其中影線部分表示輪齒被分度圓柱面所截的斷面,空白部分表示齒間。設斜齒輪的寬度為b,分度圓周長為πd。分度圓柱面與輪齒齒面相貫所得的螺旋線,在將分度圓柱面展成平面後便成為一條斜直線,它與軸線的夾角β就是斜齒輪分度圓柱面上的螺旋角。通常用螺旋角β來表示斜齒輪輪齒的傾斜程度。
 基圓柱螺旋角
基圓柱螺旋角對於要求精度不高的斜齒輪,要測定螺旋角β,通常採用在齒頂圓上均勻地塗上少許印泥或墨水,然後在紙上滾印的方法;對於要求測繪精確的斜齒輪,要測定螺旋角β,可用專用的齒向儀、工具顯微鏡、三坐標測量儀等直接測得,也可在銑床和滾齒機上測定螺旋角β。下面介紹用測得的其它參數來計算螺旋角β的方法,此方法更適合於小企業、一般修理車間,而且簡單實用。
已知齒數z,測定螺旋角β,齒數為偶數。
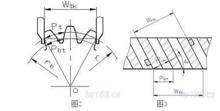
齒頂圓直徑d直接測出,為準確起見,應多測幾次,取其平均值。再測量法面公法線長度Wkn、W(k-1) n,計算法面基圓齒距。
斜齒輪的公法線長度應在法面內計算和測量。圖2所示為斜齒輪的端面參數,圖3所示為其基圓柱面的展開圖。
 基圓柱螺旋角
基圓柱螺旋角測量法面公法線長度時,以公法線千分尺的卡腳與輪齒漸開線相切為原則。可試測4個齒和5個齒的法面公法線長度,也為準確起見,每個齒數的法面公法線長度應多測幾次,取其平均值。對於跨測齒數的選取,如果跨測齒數過多,則卡腳可能與輪齒的頂點形成不相切的接觸,如果跨測齒數太少,則卡腳尖點可能與輪齒根部非漸開線部分接觸,這兩種情況測得的數據都不準確,因此必須選擇適當的跨測齒數。跨測的原則是使切點位於牙齒全高的中部附近。
通過測量的法面公法線長度Wkn、W(k-1) n,計算基圓齒距:P=Wkn-W(k-1) n,查相關書籍的基圓齒距表(基節表),選取接近P的值,從而確定其法面模數m,法面齒形角α。由公式:cosβ=mZ/(d-2m),便可測定出螺旋角β。
導程角和螺旋角區別
1、圓柱面上,圓柱螺旋線的切線與通過切點的圓柱面直母線之間所夾的銳角,稱為螺旋角。
2、在圓錐面上,圓錐螺旋線的切線與通過切點的圓錐面直母線之間所夾的銳角,也稱為螺旋角。
3、由螺旋邊緣與刀具中心軸形成的角。
增大螺旋角β可以增大軸向重合度εβ=Bsinβ/3.14mn,一般要求εβ>1~1.15,提高傳動的平穩性和降低噪聲,使傳動平穩,但軸向力隨之增大(指斜齒輪)。
同一軸上兩齒輪螺旋角方向應相同,以便軸向力相互抵消。把高速級螺旋角取大,低速級螺旋角取小,以減小低速級的軸向力,對某些設計亦是可取方案。適當選取β可湊中心距a,使a具有圓整的數值。如按抵消工具機交換齒輪誤差來確定螺旋角,可有效地減少滾齒加工齒輪的螺旋角誤差。
導程角:是螺紋的中徑展開的圓周線與螺旋線的夾角,計算方法:正切阿爾法=導程÷(中徑×3.14)。“牙型角”是規定的。圓柱管螺紋牙型角55度。
螺旋角的檢測步驟
檢測設備
軸裝夾在帶有反轉功能的車床上可以檢測螺旋角,也可用有反轉功能的小電機驅動測試軸。
檢測程式
1、將軸或套固定在卡盤上,塗上一層薄矽油,矽油粘度5-10cps 。
2、檢測並糾正軸的水平,必須使軸水平。
3、將一根細線(100%結實的棉線,直徑0.009英寸或0.23㎜)套在軸上(在軸表面上方),1盎司(30g)的重物系在軸下方一定距離,使線對軸的接觸弧度為220-240°。
4、調整軸轉速到60RPM 。
5、軸旋轉時觀察線的軸向運動,反轉軸的轉向,將線放在軸的中心和兩邊上,觀察其運動。
6、建議每檢測100根軸換一次線,不上蠟的牙線可作為替代品。
