
基本信息
操作
 萬能銑床操作
萬能銑床操作操作工具機前,應仔細閱讀工具機的使用說明書,充分理解工具機的技術和功能,按規定的方式操作。 穿著合上的工作服。經常檢查工具機內和工具機周圍是否有障礙。不要用潮濕的手操作本工具機電氣裝置。參閱本說明書中規格的檢查部位,定期對他們進行檢查、調整、保養。不準隨意拆卸、改動安全裝置或標誌及防護裝置。
操作件
用於萬能銑床操作的機械配件有:銑床手輪(偏重)、單柄對重手柄(三球手柄)、圓輪緣手輪、分度盤、大把手、背面波紋手輪、內波紋手輪、帶可折柄雙幅條手輪、錐柱手柄、球頭手柄、手柄桿、手柄球等。
技術參數
型號: 63K
 萬能銑床
萬能銑床63K萬能銑床主軸孔錐度7:24 ISO50
主軸中心線至床身垂直導軌的距離(mm)30-350
主軸中心線至懸樑的距離(mm)155
主軸孔徑(mm)29
工作檯最大迴轉角度 ±45°
主軸轉速範圍(rpm)30~1500 (18 級)
工作檯面尺寸(mm)1325x320
工作檯行程 縱向/橫向/垂向(mm)700(680) 255(240) 320(300)
工作檯進給範圍 縱向/橫向/垂向(mm/min)18級23.5-1180,23.5-1180,8-394
工作檯快速移動速度 縱向/橫向/垂向(mm/min)2300/2300/770
工作檯“T”型槽 槽數/寬度/間距(mm)3/18/70
主電動機功率(kw)7.5
進給電動機功率(kw)1.5
工具機外形尺寸(長x寬x高)(mm)2294×1770×1665
工具機淨重(Kg)3200/3300
特點
結構
1、萬能銑床底座、機身、工作檯、中滑座、升降滑座等主要構件均採用高強度材料鑄造而成,並經人工時效處理,保證工具機長期使用的穩定性。2、工具機主軸軸承為圓錐滾子軸承,萬能銑床主軸採用三支承結構,主軸的系統剛度好,承載能力強,且主軸採用能耗制動,制動轉矩大,停止迅速、可靠。3、工作檯水平迴轉角度±45°,拓展工具機的加工範圍。萬能銑床主傳動部分和工作檯進給部分均採用齒輪變速結構,調速範圍廣,變速方便,快捷。4、工作檯X/Y/Z向有手動進給、機動進給和機動快進三種,萬能銑床進給速度能滿足不同的加工要求;快速進給可使工件迅速到達加工位置,加工方便、快捷,縮短非加工時間。5、萬能銑床X、Y、Z三方嚮導軌副經超音頻淬火、精密磨削及刮研處理,配合強制潤滑,提高精度,延長工具機的使用壽命。6、潤滑裝置可對縱、橫、垂向的絲槓及導軌進行強制潤滑,減小工具機的磨損,保證工具機的高效運轉;同時,萬能銑床冷卻系統通過調整噴嘴改變冷卻液流量的大小,滿足不同的加工需求。7、萬能銑床工具機設計符合人體工程學原理,操作方便;萬能銑床操作面板均使用形象化符號設計,簡單直觀。8、床身用來固定和支承銑床各部件。頂面上有供橫樑移動用的水平導軌。前壁有燕尾形的垂直導軌,供升降台上下移動。內部裝有主電動機,主軸變速機構,主軸,電器設備及潤滑油泵等部件。9、橫樑橫樑一端裝有吊架,用以支承刀桿,以減少刀桿的彎曲與振動。橫樑可沿床身的水平導軌移動,其伸出長度由刀桿長度來進行調整。10、主軸是用來安裝刀桿並帶動銑刀旋轉的。主軸是一空心軸,前端有7:24的精密錐孔,其作用是安裝銑刀刀桿錐柄。11、縱向工作檯縱向工作檯由縱向絲槓帶動在轉台的導軌上作縱向移動, 以帶動檯面上的工件作縱向進給。檯面上的 T形槽用以安裝夾具或工件。12、橫向工作檯橫向工作檯位於升降台上面的水平導軌上,可帶動縱向工作檯一起作橫向進給。13、轉台轉台可將縱向工作檯在水平面內扳轉一定的角度(正、反均為0~45o),以便銑削螺旋槽等。具有轉台的臥式銑床稱為臥式萬能銑床。14、升降台可以帶動整個工作檯沿床身的垂直導軌上下移動, 以調整工件與銑刀的距離和垂直進給。15、底座底座用以支承床身和升降台,內盛切削液。
拖動
萬能銑床的電力拖動特點電力拖動是以電動機作為原動機拖動機械設備運動的一種拖動形式,又稱電氣傳動。由於電能獲得比較方便,80%的工具機設備都套用電力拖動。採用電力拖動不僅可以改善機械設備的控制性能,而且還能提高產品質量和勞動生產率。萬能銑床的電力拖動特點有以下幾點:1 銑削加工有順銑和逆銑兩種加工方式,要求主軸電動機能正反轉,因正反操作並不頻繁,所以有床身下側電氣箱上的組合開關來改變電源相序實現。2 由於主軸傳動系統中裝有避免震盪的慣性輪,故主軸電機採用電磁離合器制動一實現準確停車。3 萬能銑床的工作檯要求有前後、左右、上下6個方向的進給運動,所以要求電機能正反轉,並通過操作手柄和機械離合器相配合來實現。進給的快速移動通過電磁鐵和機械掛檔來實現。圓形工作檯的迴轉運動是由進給電機竟傳動機構驅動的。4 根據加工工藝的要求,萬能銑床應具有以下電氣聯鎖措施:為了防止刀具和銑床的損壞,只有主軸旋轉後才允許有進給運動和進給方向的快速運動。為了減少加工表面的粗糙度,只有進給停止後主軸才能停止或同時停止。採用機械操縱手柄和位置開關相配合的方式來實現進給雲頂6個方向的聯鎖。主軸運動和進給雲動採用變速盤來進行速度選擇,為保證變速齒輪進入良好的嚙合狀態,兩種雲頂都要求變速後順時點動。當主軸電機或冷卻泵過載時,進給運動必須立即停止,以免損壞刀具和銑床5 要求有冷卻系統、照明設備及各種保護措施
使用說明
工具機用途
萬能銑床是一種通用的金屬切削工具機。
 萬能銑床結構
萬能銑床結構本工具機的主軸錐孔可直接或通過附屬檔案安裝各種圓柱銑刀、圓片銑刀、成型銑刀、端面銑刀等刀具,適於加工各種中、小型零件的平面、斜面、溝槽、孔、齒輪等。是機械製作、模具、儀器、儀表、汽車、機車等行業的理想加工設備。
工具機結構及特點
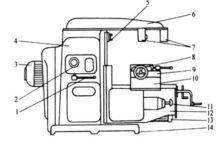
萬能銑床有機身、主傳動、進給箱、升降台、工作檯、懸樑、冷卻、潤滑及電氣等各部分組成。機身有底座、床身組成,床身固定在底座上;主傳動安裝在床身內,通過床身右側蓋板上的三個變速手柄調節主軸轉速;進給箱配掛在滑座右側,通過輸出軸齒輪和滑動齒輪將動力分別傳給縱、橫向絲槓;升降台與床身有燕尾導軌配合,沿床身導軌垂直升降;升降台與滑座由矩形導軌配合,工作檯與滑座由燕尾導軌配合,通過絲槓、絲母帶動工作檯縱、橫向移動;懸樑部分有固定座、滑枕、掛架組成,機身上面安裝固定座,與滑枕通過燕尾導軌配合,掛架懸掛在滑枕的一端;冷卻液存放在底座內腔中;潤滑主傳動部門採用潤滑油泵強制潤滑,進給箱採用油寖式飛濺潤滑,其餘移動部位採用手拉油泵或油杯定點潤滑;電氣箱隱藏在床身內,電氣控制操作分別狀語升降台左側、床身右側或由懸樑支架支撐在基礎左側前方,操作方便。
操作規程
 銑床操作
銑床操作1、操作前要穿緊身防護服,袖口扣緊,上衣下擺不能敞開,嚴禁戴手套,不得在開動的工具機旁穿、脫換衣服,或圍布於身上,防止機器絞傷。必須戴好安全帽,辮子應放入帽內,不得穿裙子、拖鞋。戴好防護鏡:以防鐵屑飛濺傷眼,並在工具機周圍安裝擋板使之與操作區隔離。 2、工件裝夾前,應擬定裝夾方法。裝夾毛坯件時,台面要墊好,以免損傷工作檯。3、工作檯移動時要檢查緊固螺絲應打開,工作檯不移動時緊固螺絲應緊上。4、刀具裝卸時,應保持銑刀錐體部分和錐孔的清潔,並要裝夾牢固。高速切削時必須戴好防護鏡。工作檯不準堆放工具,零件等物,注意刀具和工件的距離,防止發生撞擊事故。5、安裝銑刀前應檢查刀具是否對號、完好,銑刀儘可能靠近主軸安裝,裝好後要試車。安裝工件應牢固。6、工作時應先用手進給,然後逐步自動走刀。運轉自動走刀時,拉開手輪,注意限位擋塊是否牢固,不準放到頭,不要走到兩極端而撞壞絲槓;使用快速行程時,要事先檢查是否會相撞等現象,以免碰壞機件、銑刀碎裂飛出傷人。經常檢查手搖把內的保險彈簧是否有效可靠。7、切削時禁止用手摸刀刃和加工部位。測量和檢查工件必須停車進行,切削時不準調整工件。8、主軸停止前,須先停止進刀。如若切削深度較大時,退刀應先停車,掛輪時須切斷電源,掛輪間隙要適當,掛輪架背母要緊固,以免造成脫落;加工毛坯時轉速不宜太快,要選好吃刀量和進給量。9、發現工具機有故障,應立即停車檢查並報告建設與保障部派機修工修理。工作完畢應做好清理工作,並關閉電源。
