一、自動米飯生產線簡介
隨著人們生活水平的提高和工作節奏的加快,越來越多的人趨於集體就餐,以節省工作時間。而目前大多數食堂、餐廳、飯店仍採用大鍋蒸飯法,雖然一鍋能產出50~100kg的米飯,但總體出飯速度慢,生產效率低,米飯口感差、甚至夾生。由此自動米飯生產線應運而生。
自動米飯生產線包括6部分:帶計量裝置的自動米倉、洗米機、填充機、米飯機、米飯扒松機、連續式洗鍋機。自動米倉用以儲米、計量、送米;米進入洗米機後由洗米機去雜、清洗;洗淨的米通過送米裝置送入填充機的浸泡裝置,浸泡後的米經計量後填充至米飯鍋,同時向鍋內注水;裝好米的鍋通過輥子送進蒸飯機,鍋在蒸飯機軌道上緩慢前進,蒸飯機下層對飯鍋蒸煮約17min,然後由飯鍋托板翻轉到上面軌道燜17min,到達出飯口,沿軌道自動滑向米飯扒松機;米飯扒松機將米飯扒松,填充至售飯車或米飯保溫箱;連續洗鍋機將鍋清洗乾淨。整個過程由電氣控制完成,只需1~2人即可完成操作。翔鷹自動米飯生產線生產能力:150kg/h、300kg/h、450kg/h、480kg/h、600kg/h
二、自動米飯生產線主要技術參數
產品型號 外形尺寸(mm)生產能力 燃氣耗量 總功率 燃氣口徑 給水口徑
XYCF-150 10660×3080×2820 150Kg/h 90000Kcal/h 2.85kW DN40DN25
XYCF-300 15980×3080×3150 300Kg/h 180000Kcal/h 2.65kW DN40DN25
XYCF-450 17000×4000×3600 450Kg/h 27000Kcal/h 3.9kW DN40DN25
XYCF-480 18500×4100×3000 480Kg/h 27000Kcal/h 3.97kW DN40DN25
XYCF-600 22000×4100×3600 600Kg/h 360000Kcal/h 4.65kW DN40DN25
三、自動米飯生產線工藝流程
 自動米飯生產線工藝流程
自動米飯生產線工藝流程四、自動米飯生產線工作流程
 自動米飯生產線工作流程
自動米飯生產線工作流程五、各設備概況
1、 提米機
大米從進米斗上拆包送入,由連線在皮帶上的提米小斗隨皮帶向上運動將米送入米倉溜槽。該提米機具有雙重功能,儲米時,由進米斗將米送進溜槽,溢滿後米則進米倉。炊飯時米計量機工作,米倉下部的橫向插板打開,米倉中的米由提米機提升進溜槽供計量工作用米。
2、米倉
米倉分上下兩部分組成,上部為矩形體,內裝上部開口的溜槽,頂部開有觀察孔蓋,側部裝有窺視孔,下部為漏斗形與斗式提米機相連,整體為鋼架結構。
3、計量機
計量機為容積式計量,由計量轉子和機體組成。通過計量轉子上的調整桿可調節計量的多少,轉子每鏇轉一周,完成一次落米過程,鏇轉7周后正好為7.5公斤一鍋的米量。通過PLC和設在計量轉子上的凸輪行程開關來控制計量機每次工作,並向人機對話屏發信號記錄當班炊飯的鍋數。
4、洗米機
洗米機由機架及洗米槽、泵送米系統、配水系統等組成。洗米時通過往復輸送沖洗的方式能夠充分清洗,清洗好的米通過泵的引射,利用文丘里原理,將米送至充填罐內,進行下一工序。
5、充填機
由機架、浸泡罐、定量機構、下米系統及加水系統組成。炊飯鍋接米後,推至配水位置配水,配水後的炊飯鍋送至浸泡軌道後,自動進入炊飯室。
6、連續炊、燜飯機
由炊飯運輸、燃燒系統,鍋提升裝置、燜飯運輸以及框架機體等組成。炊飯運輸傳動可根據米質、火候作無級調速,一般炊飯時間約17分鐘。燃燒系統裝有10個高密度斜形燒盤,以及相應的進氣調節閥,可根據炊飯要求分別調節各燒盤火焰的大小及強弱,炊飯完畢後由提升裝置將鍋提升至炊飯室上層的燜飯運輸鏈上,利用炊飯室餘熱進行燜飯。燜飯機由機架及燜飯運輸軌道組成。炊飯鍋在該軌道鏈上緩慢移動,燜飯時間約17分鐘,使炊飯後的米飯得到充分糊化,炊煮出的米飯色、味香俱全,口感更佳。
7、 米飯扒松機
本機由翻轉、扒松、皮帶運輸、機架等幾部分組成,連續炊燜熟的整鍋米飯,經無動力輥道推進至翻轉臂叉內,翻轉135度左右倒入扒松槽內,經錯落排列的鏇轉扒松齒,將飯糰均勻扒松為鬆散狀,再經食品運輸帶均勻運出。
8、連續式洗鍋機
洗鍋機由鍋運輸、水槽、熱水上下噴淋管路、減速電機、熱水泵以及框架機體組成。洗前的炊飯鍋由人工翻轉後,放在洗鍋機入口運輸鏈上,炊飯鍋自動進入洗鍋機內,經兩槽上、下高壓噴淋管噴出65℃~70℃的熱水,沖洗後自動送出洗鍋機。在洗後運輸鏈末端由人工取下送入洗米機後,在接米、配水無動力輥架上進行接米、配水循環使用。
六、 自動米飯生產線設備的安裝
1、 按工藝布置圖將設備定位,然後調整地腳螺栓,達到水平和標高要求。
2、 設備定位調整好後,把有連線要求的相關設備連線好並緊固。
3、 將浸泡鏈上的極限開關SQ1、SQ3裝在接米位置和配水位置。
4、 按導線標號,將電機和各操作開關箱的導線連線好,並作好絕緣處理。
5、 將電源分別對應接至主控制櫃、手動控制櫃及翻轉扒機控制櫃、洗鍋機控制櫃的端子上。
6、 按要求連線好給水、排水、燃氣、蒸汽各管道,必須檢查確認無漏氣(汽),無漏水現象才能使用。
7、 安裝檢查完畢後,請揭掉不鏽鋼板上的塑膠保護膜。
七、 自動米飯生產線設備調整
1、 分別檢查1#(米飯線操作控制箱);2#(扒松機操作控制箱);3#(洗鍋機操作控制箱);操作箱所控制的每台設備的運轉方向。設備出廠前已經過系統調整,如果正轉,則所有電機的方向都應正轉,若方向相反,只需調換電源的相序。此後再逐台檢查確認運轉方向。
2、 檢查調整各極限開關位置和動作狀態
(1)、合上炊燜飯運輸機開關,炊飯、燜飯運輸鏈開始運行,用手按一下變頻器運行開關則運輸停轉。
(2)、打開炊飯機後蓋,雙手同時壓合鍋提升用極限開關(SQ6、SQ7)提升鏈運轉,鏇轉一圈後撞斷提升停止用極限開關(SQ8),則提升運動停止。
(3)、扒松機翻轉極限調整要求為翻轉上升到位後,翻轉叉上的導板應距扒松槽上部邊緣約20毫米。翻回下降到位後,翻轉叉呈水平狀態,當與上述不符時,應調整2#控制箱應的極限開關(SQ1、SQ2)。
3、 檢查翻轉扒松機皮帶運行狀況,當有跑偏現象時,調整皮帶張緊螺栓,使皮帶呈最佳運行狀態時為止。
4、 調整米計量機調節螺栓,通過稱量保證計量機每轉7圈達到每鍋額定的標準重量7.5公斤。
5、 燃氣管道的額定壓力是否符合要求:
燃氣種類 發熱值額定壓力
石油液化氣 20000Kcal/m3 280mmH2O
城市管道煤氣 4000Kcal/m3 100mmH2O
天然氣 8000Kcal/m3 200mmH2O
6、檢查燃燒器燃燒狀況和進氣壓力是否正常,空氣進氣量可由調節風門來調整,使火焰呈藍色為最佳。
7、炊飯運輸速度的調整,在燃氣燃燒正常情況下,炊飯運輸鏈移動一個鍋寬距離的時間為90秒,可通過炊飯機入口處下部的窺視窗觀察凸輪運轉一周的時間來確認(此值與米質、水量、燃氣等均有關係,注意嚴禁在停機時調整炊飯速度)。
八、 自動米飯生產線的操作使用
1、控制柜上電後按觸控螢幕進入按鈕進入參數設定畫面。每次生產前檢查觸控螢幕設定的參數,並輸入當班的生產鍋數,每鍋米一般的按7.5公斤算(按實際稱量的為準,可以調整量米圈數和量米時間),如果更換了不同的米,請重新稱量並加以調整。
2、參數的含義:
(1) 設定生產鍋數:設定需要的生產量。
(2) 計量鍋數:米倉計量機的下米次數。歸零表示設定的生產鍋數已經做完,米全部進入充填機浸泡罐。
(3) 設定充填時間:設定充填機電動球閥的開啟時間。
(4) 充填時間:顯示充填機實際打開的時間,以倒計時方式顯示。
(5) 設定浸泡時間:設定米在充填機浸泡罐里浸泡的時間。只對第一次打到浸泡罐里的米有效。
(6) 浸泡時間:顯示米在充填機浸泡罐里的浸泡的時間,一倒計時方式顯示。數值歸零表示浸泡時間已經到。
(7) 設定洗米時間:設定洗米機水泵循環洗米時間。
(8) 設定送米時間:設定洗米機水泵循往充填機浸泡罐送米的時間。
(9) 洗米時間:顯示洗米機洗米的時間,以倒計時方式顯示。歸零表示洗米時間到。
(10)送米時間:顯示洗米機送米的時間,以倒計時方式顯示。歸零表示送米時間到。
(11)設定配水時間:設定往鍋里配水時,配水電磁閥打開的時間。
(12)設定量米時間:設定米倉計量機在計數行程開關SQ1損壞時計量電機的運行時間。在SQ1沒有損壞的情況下這個時間不起作用。一量設定好,不得隨意更改。
(13)設定量米圈數:設定計量電機的運行圈數,根據米質的不同,可能需要調整,以保證每次下米量保持不變。一量設定好,不得隨意更改。
(14)計量鍋數清零:按此按鈕可以清零計量鍋數,可以重新量米進行生產。
(15)充填鍋數:指充填機的下米次數。
(16)復位清零:對整機進行復位,在生產結束前按此按鈕進行對整機復位,為下一班次的生產做準備。
(17)最後一頁:為手動操作畫面,按各個按鈕可以讓相應的輸出機構動作。
●具體參數參考值如下:
(1)充填時間為4~6秒。
(2)浸泡時間根據需要可以自行設定,不能設為0。
(3)洗米時間根據量米圈數來設定,當量米圈數設定為7圈的時候,洗米時間的設定值不應該低於20秒。
(4)送米時間為20~25秒。
(5)配水時間根據米質和浸泡時間的長短自行設定,米質越好,配水量越少,浸泡時間越長配水量越少,反之配水量越多。
(6)量米時間應大於米倉量米電機運轉圈數總和的時間,以保證米倉量米電機是由圈數來控制。而不是由量米時間來控制。一般的當量米圈數設定為7圈的時候,量米時間設定為23~25秒。不得隨意改動。
(7)量米圈數一般的設為7圈。根據不同的米質,可以調整量米圈數,以保證下米量大約為7.5公斤。不得隨意改動。
3、操作注意事項:
a) 放鍋時不要把鍋一直壓住行程開關(碰一次就夠),如一直壓住,會連續下米而導致鍋里的米太多。
b) 配水時也一樣,一直壓著會連續配水而導致配水量過多,也是碰一次行程開關就可以了。
c) 配好水後,再鍋進入輸送鏈時,一定要保持鍋與輸送鏈垂直且在輸送鏈的中間位置,不能偏於一邊。鍋與鍋之間的間隔距離為2~3cm。
d) 再生產過程中如遇報警鳴器響,如果炊燜鏈條也停止走動(控制櫃面板上的輸出頻率不亮),那是機尾提鍋處有鍋沒有提起。請先排除故障,或把鍋人工移開,炊燜電機會自動恢復運行。如果炊燜鏈條沒有停止,那是控制櫃內的電動機斷路器動作導致報警,請按電路圖檢查室哪一個電機出問題,請排除故障後再開機。
e) 在生產過程中,在沒有報警的情況下,如果下米直線電機不走,可以用觸控螢幕上最後一頁的手動操作畫面來控制直線電機的開與關。等生產結束後檢查SQ4與SQ5。
f) 在生產過程中,如遇開始設定的生產鍋數不夠,需要增加的時候,這時可以觀察觸控螢幕的計量鍋數,如果計量鍋數沒有歸零,可以重新設定生產鍋數,如果計量鍋數已經歸零,而充填機還沒有結束,這時需觀察充填鍋數,計算一下生產鍋數與充填鍋數的差值,所得的值就是浸泡罐里還有多少鍋米沒有充填,這時可以重新設定需要增加的生產鍋數,但一次設定的鍋數不能太多,新增加的鍋數與上面的差值之和不能超過26。如一次性增加的太多,米會從浸泡罐里溢出,造成浪費。等設定好後,按一下計量鍋數清零按鈕,也可以等浸泡罐里的米快充填完的時候再按計量鍋清零按鈕,這樣可以一次性增加的鍋數多一點。機器就會按重新設定的生產鍋數進行生產。
4、檢查供水系統和燃氣壓力是否正常,打開煤氣總閥和供水供氣總閥。
5、供米系統啟動:先關閉米提升機前後兩進米插板,抽開提升機下部兩側清米口插板,清除積聚在此的余米後關上,啟動1#操作箱上提升機開關,確認其運轉正常後,人工將大米倒入進米斗,徐徐抽開進米垂直插板,給米倉進米然後徐徐抽開米倉下部水平插板,給計量機供米,等計量生產鍋數做到後,關閉米倉提升機前後兩進米插板,再關掉米倉上紅色提升機開關。
【注意】
(1)、操作設備人員須經上崗前的培訓,能準確、熟練操作後,方可操作本設備,以免出現誤操作,導致出現設備故障。
(2)、提升機未啟動前,不允許開啟進米插板。
(3)、每次必須把提升機下部的余米清除乾淨後才能啟動。
(4)、米拆包入倉時,嚴禁麻繩、紙片、碎石等異物混入。
(5)、進米插板開啟速度應緩慢,開啟口大小要合適,不宜過大。
(6)、停機時應先關閉進米插板再關機。
(7)、不同質的大米不可混裝入倉。
6、關閉洗米槽排水閥、水箱清洗排水閥、洗米泵上排水大小閥,分別打開米槽供水閥,水箱給水閥,調節供水閥使洗米槽處於合適的溢流狀態。
7、電源開關合上後設定觸控螢幕上生產鍋數,浸泡時間,按啟動按鈕,必須將充填鍋數顯示下方那復位清零按鈕觸合一次,使充填鍋數復位為零。(當達到設定生產鍋數時,計量機自動切斷停止工作。)等浸泡時間到後,充填機會自動定量下米過濾浸泡炊飯主機鏈帶自動運行。
【注意】
(1)、如在生產中需減少原設定生產鍋數時,應確認:a、觸控螢幕上計量鍋數會顯示投米鍋數;b、計算實需生產鍋數;c、重新設定鍋數,並將計數復位按鈕按合一次。
(2)、如在生產中需要增加生產鍋數時,可在觸控螢幕重新設定生產鍋數,會自動存入程式裡面。
(3)、當洗米槽中未注滿水時,不得開啟水泵,以免在無水狀態下運轉,燒損水泵。
(4)、可以再觸控螢幕修改洗米時間長短,配水時間,根據米飯要求修改。
8、將清洗乾淨的鍋放至充填機下方的軌道上,用鍋輕撞限位開關,即可開啟充填機,充填機會自動定量下米。然後將鍋拖至配水管下方,輕撞SQ3限位開關,即可給鍋內定量配水配水電磁閥開啟向鍋內配水(配水量多少由時間控制,大米與水的比例1:1.4即7.5kg大米:10.5kg水,用直尺抽查水位為105~110mm左右)同時,將另一空鍋放到接米位置。
9、將配好水的鍋緊靠定位板移至浸泡運輸鏈上,將米扒平後加鍋蓋,浸泡工序開始。為保證配水量的正確,可隨機抽查水位,用直尺垂直鍋底水平面,一般為110mm。其後反覆6~8作業程式,直至當班所需生產的鍋數(由計數器控制)。
10、炊飯鍋仔浸泡運輸機上運行,經過浸泡軌道後自動進入炊飯機內部,進行炊飯燜飯工序。
11、變頻器設定所需頻率,炊飯鍋自動進入炊飯室炊飯,同時,用本機配置的點火棒點燃各燒盤(最好先預熱3~5分鐘,在根據米種、米量、配水量、燃氣種類等因素需要開啟閥的大、小)。原則上3個燒盤大火,4個燒盤中火,3個燒盤小火。
12、炊飯時按大、中、小火分別調節各燃燒盤火焰大小,注意觀察火候情況,初次炊飯還必須注意調節好炊飯速度。(炊飯電機必須在運轉中調整)。
13、炊飯鍋在炊飯鏈運行至提升機時,壓合微動開關(SQ6、SQ7)提升機將炊飯鍋提升並送至燜飯運輸鏈上,利用餘熱進行燜飯,時間約為19分鐘。
14、炊飯鍋出燜飯鏈經無動力輥滑道運至翻轉扒松機前,先將翻轉扒松機上的扒松齒及皮帶運輸開關合上,使其運轉;米飯出口處放置好米飯盛裝器皿。
15、當炊飯鍋行至翻轉扒松機前,人工揭走炊飯鍋蓋,飯鍋在無動力輥道上被推入翻轉叉後,啟動上升開關,將米飯倒入扒松槽內(必要時,用軟質木鏟輕刮鍋中的余飯),然後啟動下降開關,翻鍋叉恢復原位,將空鍋推出叉內,送至洗鍋裝置洗鍋。(注意:第一鍋和最後一鍋是熱水,翻轉前必須取走該鍋)。
16、當班設定的生產鍋數達到後,自動切斷計量機工作;人工關閉米倉下部下米插板,待提米提升機米斗中的大米全部倒入米倉後停機;洗米結束後,關機,打開各排水閥,清洗洗米槽。
17、炊飯結束,待最後一鍋米飯行至炊飯機上部出口時,便可關閉煤氣總閥和燒盤閥,讓炊飯機空轉幾分鐘後,切斷炊飯機和浸泡機開關;再依次切斷燜飯機,翻轉扒松機開關,切斷總電源。
九、自動米飯生產線設備的維護和保養
1、 每日工作完畢,洗米機空轉1~2個循環後洗米機洗槽、瀝水斗以及洗米配管,必須要進行徹底清洗(尤其清除洗米配管和噴嘴主體內殘留的米糠,否則易堵),將水排放乾淨(尤其在冬天易結冰時)。
2、 計量機30天左右將轉子拆下,把轉子表面與定子內面的米糠等清洗乾淨。
3、 各設備傳動鏈條每星期要加注少量機油,定期檢查鏈條、皮帶的鬆緊程度並進行必要的調節。
4、 各軸承座每三個月注一次潤滑脂,確保工作正常。
5、 隨時觀察提米小斗有螺栓有無鬆動、脫落,以便及時更換。
6、隨時檢查燒盤的燃燒狀態,堵塞時請疏通;定期檢查煤氣管閥是否漏氣,以防意外。
7、電機開關等電氣有關部件工作或清掃時嚴禁沾水,發現後應及時處理。
8、 設備在運轉中,要注意檢查其運轉狀況,隨機確認有無異常聲音及不正常的動作等。
十、自動米飯生產線故障及對策
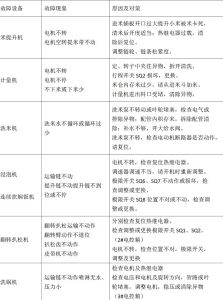 自動米飯生產線故障對策
自動米飯生產線故障對策