
絲網印刷機
正文
 用絲網印版施印的機器。 按壓印方式可分為 4 類:①平面絲網印刷機。使用平面絲網版在平面承印物上印刷,一般是刮墨板壓著印版水平移動,通過印版起落更換承印物;②曲面絲網印刷機。使用平面絲網版在圓面承印物上印刷,一般是刮墨板固定,印版水平移動,承印物隨印版等線速度轉動;③轉式絲網印刷機。使用圓筒絲網版,筒內部裝楔狀刮墨板或刮墨輥,印版轉動和承印物移動的線速度相同;④靜電絲網印刷機。使用導電性良好的不鏽鋼絲網版,由正負電極板之間的靜電驅使粉墨穿過印版通孔部分附到承印件的表面,是無壓印刷。機器的形狀因承印物不同而異,但一般都包括承印物輸入部分、印刷部分、油墨固著乾燥部分和承印物收集部分。其中印刷部分由絲網印版、電極板、高壓發生裝置組成。
用絲網印版施印的機器。 按壓印方式可分為 4 類:①平面絲網印刷機。使用平面絲網版在平面承印物上印刷,一般是刮墨板壓著印版水平移動,通過印版起落更換承印物;②曲面絲網印刷機。使用平面絲網版在圓面承印物上印刷,一般是刮墨板固定,印版水平移動,承印物隨印版等線速度轉動;③轉式絲網印刷機。使用圓筒絲網版,筒內部裝楔狀刮墨板或刮墨輥,印版轉動和承印物移動的線速度相同;④靜電絲網印刷機。使用導電性良好的不鏽鋼絲網版,由正負電極板之間的靜電驅使粉墨穿過印版通孔部分附到承印件的表面,是無壓印刷。機器的形狀因承印物不同而異,但一般都包括承印物輸入部分、印刷部分、油墨固著乾燥部分和承印物收集部分。其中印刷部分由絲網印版、電極板、高壓發生裝置組成。
在整個絲網印刷技術發展過程中,絲網印刷機不斷得到改進,逐步向高速度、 高精度、 自動化方向發展,整機性能一代比一代提高,按照各種絲網印刷機出現的時期和技術水平提高的順序,可分為 4代產品:①手動式絲網印刷機。一般由鉸鏈支承、承印平台和絲網版組成,全部動作由手工操作。有一種多台位手動機,台板和絲網框全都串連在一個固定的中軸上,台板(或網框)可繞中軸鏇轉,便於進行多色套印,稱為鏇轉式多色手動絲網印刷機;②半自動絲網印刷機。印刷時的各種動作實現部分自動,其餘仍為手動的絲網印刷機。一般稱刮墨、 勻墨和絲網版框自動的為 1/4 自動絲網印刷機,稱刮墨、勻墨、絲網版框和承印物吸附都自動的為 1/2自動絲網印刷機。此外,承印物送入也能自動的為 3/4自動絲網印刷機;③自動絲網印刷機。是在 3/4自動絲網印刷機的前後分別加上自動印件升降、輸送、烘乾和收件堆集機構, 印刷速度比半自動機明顯提高, 可達1500印/時以上;④絲網印刷聯動機。由幾組印刷、烘乾裝置及燙金、壓痕、敷膜、模切等裝置串聯而成。承印物以捲筒式連續給料,有自動放卷、自動收卷和定位控制機構,可以保證速度穩定、 套印準確、 張力一致。整機可用計算機控制。它是印刷多色印品效率高、功能全的絲網印刷機型。
主要特點
絲網印刷機屬於孔版印刷機中較有代表性的印刷設備,它的印版是一張由真絲等材料編織而成的縱橫交錯、經緯分明的絲網。已經生產的有平面、曲面、成形、印染、印刷電路和新型輪轉等多種絲網印刷機。其中,新型輪轉絲網印刷機的速度和生產率比較高它的特點是將絲網安裝在滾筒上,油墨澆在滾筒內。機器工作時滾筒鏇轉,橡皮刮墨刀把圖案快速印到印刷物上。
製作絲網的材料除真絲外,還可用尼龍絲、銅絲、鋼絲或不鏽鋼絲等。絲網印刷機套用的孔版印刷原理起源於古代的模版印刷。孔版印刷有謄寫版、鏤空版噴花和絲網印刷等多種形式。
絲網印刷最初採用手工操作,當時只有一個版架、一塊絲網版和一塊模版。到50年代絲網印刷才實現機械化、自動化。滾筒式絲網印刷機印刷時著墨量多,適於印刷墨層厚實的印刷品,可以在各種紙張、玻璃、木板、金屬、陶瓷、塑膠或布匹上印刷,可用多種油墨,包括可以導電的金屬性油墨。
配圖
 半自動斜臂式絲網印刷機--飛豹
半自動斜臂式絲網印刷機--飛豹什麼是絲網印刷?
絲網印刷屬於孔版印刷。絲網印刷機在印刷時,通過刮刀對絲網版施加一定的壓力使絲網版的部分網孔透過油墨漏印至承印物上形成圖文,印版上其餘部分的網孔被堵死,不能透過油墨,在承印物上形成空白部分。
絲網印刷的特點:
在所有不同材料和表面形狀不同的承印物上都能印刷。在四大印刷方法中,絲網印刷墨層較厚,圖文質感豐富,立體感強。遮蓋力強,墨膜強度大,宜做轉印材料和防濁塗層,耐光性好,色彩鮮明,宜做戶外標牌廣告等。(其印刷墨厚與其他印刷方式相比如圖二)
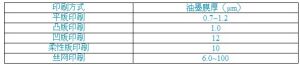 圖二
圖二絲網印刷兩大部分:製版+印刷
製版:
絲網製版(感光製版法):將通過拉網機(氣動式拉網機、機械式拉網機)絲網繃緊在網框上,洗版,烘版,然後在網上塗布感光膠,形成感光版膜再將陽圖底版(也叫菲林片)密合在版膜上曬版(通過曬版機),經曝光、顯影, 印版上不需過墨的部分受光照射而固化,形成版膜,將網孔封死,印刷時不透墨; 印版上需要過墨的版膜,在顯影時被除去,網孔不封閉,印刷時透過油墨,在承印物上形成墨跡。
絲網印刷的種類:
絲網印刷可按其版式、印機品種、油墨性質及承印物的類型分成很多種,但就其印刷方式可分為下面幾種。
1.平網平面絲網印刷:平網平面絲網印刷機是用平面絲網版在平面承印物上印刷的方法,印刷時,印版固定,刮墨版移動。
2.平網曲面絲網印刷:平網曲面絲網印刷是平面絲網印版在曲面承印物(如球、圓柱、圓柱體等)上進行印刷的方法。印刷時,刮墨板固定,印版沿水平方向移動,承印物隨印版轉動。
3.圓網絲網印刷:圓網絲網印刷是圓筒絲網版,圓筒內裝有固定的刮墨板,圓筒印版與承印物同步作等線速移動的印刷方法。
4.間接絲網印刷:前面3種方法都由印版直接對承印物進行印刷,但只能印一些規則的幾何形體,如平面、圓柱面、圓錐面等,對於外形複雜、帶稜角及凹陷面等異形物體,則必須用間接絲網印刷的方法來印,其工藝常由兩個部分組成:平面絲網印刷和轉印,即絲網印刷圖像不直接印在承印物上,而先印在平面材料上,再用一定方法轉印到承印物上。間接印刷的其中一種方法如,先用平面絲網印刷法在平面玻璃上印出圖像,再用富有彈性的矽膠頭,如同蓋章似的從玻璃板上吸取油墨圖像,然後移印到異形面上:間接絲網印刷的另一種類方法是花紙轉印,如:絲網印刷花紙+熱轉印、絲網印刷花紙+壓敏轉印、絲網印刷花紙+溶劑活化轉印。間接絲網印刷已成為印刷行業的主要領域。
5.靜電絲網印刷:靜電絲網印刷是利用靜電引力使油墨從絲網印刷版面轉移至承印面得方法,這是一種非接觸式的印刷法,是用導電的金屬絲網做印版,與高壓電源正極相接;負極是與印版相平行的金屬板;承印物介於兩級之間。印刷時,印版上的墨粉穿過網孔時帶正電荷,並受負電荷的吸引,散落到承印面上,再用加熱等方法定影形成印跡。此法目前主要用於高溫承印物上,如出爐鋼板等的印刷
具體地說絲網印刷主要套用在下述幾方面:
①紙類印刷
美術印刷--廣告、畫刊、日曆、燈籠紙等。
商標印刷
轉印印刷
包裝印刷
建材印刷--糊牆紙等.
②塑膠印刷
塑膠軟片--乙烯玩具、書包、塑膠袋等。
塑膠標盤--假金屬複合材料及各種標盤.
生產零件--儀器件。
③木製品印刷
工藝品--漆器、木製工藝品、玩具。
加工半製成品--體育用品、木板、天花板、路標、招牌、假金屬扳、廣告牌等。
④金屬製品印刷
金屬筒、金屬器皿、金屬製品。
⑤玻璃、陶瓷製品印刷
玻璃--鏡子、玻璃板、杯子、瓶子等。
陶瓷--器皿、工藝品。
⑥標牌
文字說明板、刻度盤、成形物品。
⑦線路板印刷
印刷線路板、民用或工業用基板、厚膜集成線路板。
⑧印染
印染--旗幟、布匹、毛巾、手帕、襯衫、背心、針織品等。
其它印刷--口袋、鞋、號碼布以及各種箱包、背包、提包、書包等。
⑨皮革製品印刷
正確選購小竅門
絲網印刷機是用絲網印版施印的機器,屬於印刷機的一種。絲網印刷機是印刷文字和圖像的機器,是用於生產印刷品的機器或設備的總稱。絲網印刷機屬於孔版印刷機中較有代表性的印刷設備,製作絲網的材料除真絲外,還可用尼龍絲、銅絲、鋼絲或不鏽鋼絲等。可分為平面絲網印刷機、曲面絲網印刷機、轉式絲網印刷機等。
絲網印刷可按其版式、印機品種、油墨性質及承印物的類型分成很多種,但就其印刷方式可分為下面幾種。
1.圓網絲網印刷:圓網絲網印刷是圓筒絲網版,圓筒內裝有固定的刮墨板,圓筒印版與承印物同步作等線速移動的印刷方法。
2.間接絲網印刷:前面3種方法都由印版直接對承印物進行印刷,但只能印一些規則的幾何形體,如平面、圓柱面、圓錐面等,對於外形複雜、帶稜角及凹陷面等異形物體,則必須用間接絲網印刷的方法來印,其工藝常由兩個部分組成:平面絲網印刷和轉印,即絲網印刷圖像不直接印在承印物上,而先印在平面材料上,再用一定方法轉印到承印物上。間接印刷的其中一種方法如,先用平面絲網印刷法在平面玻璃上印出圖像,再用富有彈性的矽膠頭,如同蓋章似的從玻璃板上吸取油墨圖像,然後移印到異形面上:間接絲網印刷的另一種類方法是花紙轉印,如:絲網印刷花紙+熱轉印、絲網印刷花紙+壓敏轉印、絲網印刷花紙+溶劑活化轉印。間接絲網印刷已成為印刷行業的主要領域。
3.平網平面絲網印刷:平網平面絲網印刷機是用平面絲網版在平面承印物上印刷的方法,印刷時,印版固定,刮墨版移動。
4.平網曲面絲網印刷:平網曲面絲網印刷是平面絲網印版在曲面承印物(如球、圓柱、圓柱體等)上進行印刷的方法。印刷時,刮墨板固定,印版沿水平方向移動,承印物隨印版轉動。
通常在國內的絲印機械生產廠製造的絲印機一般分兩類:斜臂(合頁)式絲印機和垂直橫刮式絲印機,細分還有氣動型與電動型。
1.斜臂式絲印機特點:它是通過曲軸的轉動帶動機體合頁狀升降,它的機架受力點前後不一致(像秤桿一樣)。這也是這種絲印機的缺陷(這是結構性缺陷,不關那個廠家的製造精度),要知道,要印出高質量絲印產品印刷時絲網圖案的刮墨受力點必須壓力均勻,而斜臂式絲印機很容易出現前後壓力不一致。
2.垂直橫刮絲印機彌補了這一缺點,它採用了直線導軌橫刮運動,它印刷圖案時每點的壓力一致,對於網點絲印,墨層要求均勻的電子產品絲印,多色套印,是最佳的選擇,它還有一個特點是操作直觀明了,裝拆網版簡單快速,調節壓力方便穩定,新工容易培訓使用。
安裝維護
整機工作循環的相位調整:由製造廠根據設計的循環相點陣圖嚴格調整,並穿銷或鎖緊。
操作調整:
導軌、印版與工作平台三層間平行度的調整:一般是以導軌或平台作為調整的基準。
①平台與導軌應當平行,刮墨板是沿導軌運動的,如二者不平行,刮板就不會始終以一定壓力接觸平台,甚至出現間隙,這一調整在機器出廠前也已調好了。
②絲網印版與平台應平行,否則網距(絲網印版底面至印刷面的距離)不一致,引起印刷壓力和絲網印版變形不一致,因此,網框本身的平面度應予以保證,一般由用戶根據需要提出具體要求。
對版調整:是指在絲網印刷機上對絲網印版與被印件之間的印刷精度調整。高低調整(>40mm),前後調整與左右調整(>20mm),水平角度調整(>3°)。
刮墨板調整:
①刮墨板對平台平行度的調節,調節左右絲桿來調刮墨板的高低;中間轉軸左右帶有頂絲的可調整左右頂絲,實質是對到墨板左右分別調整高低位置。
②刮板傾角的調整量一般在65°~85°的範圍內,可根據需要選擇。
③印刷壓力的調節,實際上是對刮墨板高低位置的調整。
④刮墨板長度不能調整,一般按成套件供應,每套有幾種不同長度可供選用。
行程調整:包括行程大小和行程位置的調整。通過對曲柄和擺桿半徑R孔位的調整實現行程調整,R增加行程加大,行程長度一般超出圖案20~50mm。
網(台)距調整:通過降低絲網印版或升高平台均可實現網(台)距調整,一般採用升高平台的辦法。絲網印版四角網台距的要一致性,誤差≤0.5mm。網台距一般為2~5mm,只在具有抬網補償動作時,才允許網台距前大後小。
刮墨速度調整:要快各個動作都快,要慢各個動作都慢。
常見故障及解決
絲印機在印刷過程種總是會存在著各種故障問題,如手動、半自動全部不動作、電源燈亮、印刷座左移後即不動作等等。
一:半自動時未踩腳踏開關而立即動作
此類故障原因多半是腳踏開關損壞或腳踏開關插座進水導致短路造成,另一個是手動起動按鈕開關有問題。修複方法是更換新的開關、插座、按鈕開關或拆開維修相關損壞件。
二、半自動工作時踩腳踏開關滑座下降,放開後又上升。
這種現象一般是橫滑座左側接近開關損壞或斷了連線,解決方法是更換接近開關或接通開關連線。
三、半自動工作時踩腳踏開關立滑座下降,印刷座左移後即不動作。
這種故障發生原因有橫滑座左側接近開關未感應到或有問題。
解決方法是調整好左側接近開關感應點或更換好的接近開關;還有腳踏開關內微動開關卡住不動作,也會引起此故障。解決方法是將腳踏開關內的微動開關調整、修復或更換新的微動開關。
四、半自動工作時踩腳踏開關,滑座下降左移後上升但不右移。
這種現象的發生是立滑座左上方接近開關未感應到或接近開關有問題,解決方法是調整上方接近開關感應或更好的接近開關。
五、動作切換後上升動作慢半拍。
此類故障是控制電磁閥有異物阻塞或電磁閥有故障,解決辦法是拆除磁閥清理或更換好的電磁閥。
六、手動、半自動全部不動作,電源燈亮。
此類故障原因有低壓側保險絲燒斷,無氣源進入,電磁閥全部都有故障。解決方法是換低壓側保險絲,檢查壓力是否達到4-7kg/cm,電磁閥全部故障很小,多半是連線斷。
七、自動、半自啟動不下降。
此類故障發生是橫滑座右側接近開關有故障或未感應到、選擇開關故障、單動開關連鎖點損壞。解決方法是調整接近開關感應或更換右側接近開關,更換或修複選擇開關及單動開關。
八、自動無法啟動。
此類故障是上、下氣缸的微支開關常閉,接點無法導通或計時器損壞,解決方法是修復微動開關,或更換好計時器。
九、工作檯面不吸氣。
此類故障原因是吸氣馬達燒了。控制馬達運行的接觸器損壞、吸氣馬達轉動,但控制吸氣電磁閥故障、吸氣選擇開關故障,解決方法修復或更換。
十、立滑座上升速度緩慢。
此類故障原因是立滑座軸承無油或氣缸活塞磨損,磁撞使軸心彎曲,解決方法是補給油、更換活塞口令,調整軸心。
經驗分享
隨著印刷廠的發展,當然得購進更優質更先進的印刷機來提高生產效率,提升印刷質量,要與時俱進,不能停滯不前。
絲印和移印技術早已發展成熟,擁有很多普通印刷方式沒有的優點,給平常一些難以印刷的凹凸複雜的還有易碎易變性的承印物印刷變得更加方便簡單,甚至不可能的事情成為了可能。印刷機的更新換代是必然的,購進絲移印機更是必不可少,選擇好的絲移印機就是重中之重的了。首先機器印刷質量必須好,這是基本,要是印刷質量太差,精度不夠,不穩定,那肯定不是一台合格的機器;其次機器性能必須穩定,要是容易出問題影響到印刷效率就更令人惱怒了;價錢合理也是考慮的範圍,性價比高的機器最受歡迎。
