
介紹
 牽引桿
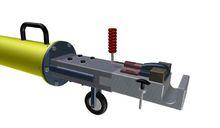
牽引桿一種適用於車輛牽引用的牽引桿,它包括左牽引桿連線器、連線桿、右牽引桿連線器三部分,由上述三部分連線組裝構成;牽引桿連線器由鎖鉤、滑動鎖卡、鎖銷、鎖桿構成。該牽引桿結構簡單,可分解、易組裝,攜帶方便,與使用現有鋼絲繩牽引車輛相比;使用時連線簡便且又屬硬聯接牽引、能確保牽引安全。
加工工序
 牽引桿 牽引桿 牽引桿 牽引桿 牽引桿 牽引桿 牽引桿
牽引桿 牽引桿 牽引桿 牽引桿 牽引桿 牽引桿 牽引桿牽引桿加工工序流程:①鑄造②圓柱部及對應圓環部打中心孔③粗車圓柱部④精車圓柱部⑤膠帶纏繞保護螺紋,銑制內環面銑制外環面⑥切去夾頭⑦校驗。
結構特點
貨車牽引桿可分為3種結構形式,即一端旋轉一 端固定結構、兩端固定結構及兩端旋轉結構。為了擁有良好的互換性,牽引桿兩端採用F型標準鉤尾結構。固定端尾部採用球面結構,並在尾端側面增加了具有自動對中功能的柱形調整凸肩,使牽引桿在改善車輛通過曲線能力外還具有使車鉤自動復位的功能;旋轉端尾部為全球面結構,可與套在其外部的旋轉套一起在旋轉尾框內做360度靈活轉動。
為了保證結構的鑄造工藝性,在牽引桿上下兩側對稱位置各開了工藝孔,並採用上截面大圓弧過渡、下截面小圓弧過渡的結構,大大避免了縮孔等鑄造缺陷。
為了延長牽引桿的使用壽命,牽引桿在與車體上的托梁接觸部位開有凹槽,用以焊接磨耗板。
牽引桿焊接工
焊接工藝
一、焊前準備:
 牽引桿
牽引桿確定安裝設備及工具狀態良好,檢查來件形狀尺寸,合格後方可施焊;確保焊道表面無油污等,並不準在焊道上噴防飛濺液;施焊場地不允許有對流風,以免產生焊接缺陷;現場溫度不能低於 5℃。焊前清除焊絲表面和焊接坡口及其兩側各25 mm範圍內的氧化層、油污、水分、鏽蝕等雜質。
二、定位焊接及預熱
施定位焊:室溫下對牽引桿管體和法蘭施定位焊3 處,焊接位置均勻分布在牽引桿管體側,焊縫長度10~ 15 mm,點焊處不得有裂紋、弧坑、氣孔等缺陷,如有需徹底清除,重新焊接。焊接前預熱,用氧乙炔焊槍在牽頭的拉伸、彎曲和衝擊性能均良好。
三、牽引桿焊接
調整焊接工裝的轉動速度,緩慢向兩側擺動焊槍,保證對接焊縫兩側配合好完成一道焊縫後,需打磨清除焊縫表面藥皮、焊渣。調整旋轉工裝轉速,使用烤槍加熱後,檢測層間溫度,保證溫度在240~260 度區間內進行焊接,第二道焊縫的起點應與第一道焊縫接頭位置錯開50 mm以上。牽引桿焊接完成後用保溫棉進行保溫, 並放入保溫箱,進行12 h的保溫緩冷。
焊接缺陷原因
 牽引桿
牽引桿構件剛性小或不均勻,焊後收縮變形不一致。構件本身焊縫布置不均,導致收縮不均勻,焊縫多的部位收縮大,變形也大。焊接順序不當,焊接人員分布不均勻,或過於集中於某個位置,未對稱分層、分段、間斷施焊;焊接電流、速度、方向以及焊接時裝配卡具不一致,造成構件變形不一。隨意加大焊縫,會引起焊接應力集中和過量變形。組對焊接,焊後放置不平,應力釋放時引起變形。
預防措施
設計時儘量使構件各部分剛度和焊縫均勻布置, 對稱設定焊縫,使坡口兩側尺寸均勻。制定合理的焊接順序,以減小變形。下一道焊縫的起點應與上一道焊縫接頭位置錯開50 mm以上。採取分層、分段、 間斷施焊,並控制電流、速度、方向一致。
牽引桿裂損
裂紋多數發生在牽引桿支座與車體底架焊縫處,並有向外圍發展的趨勢。
原因
 牽引桿
牽引桿1、提高了牽引噸位:對牽引桿支座造成更大衝擊,導致牽引桿支座運用環境惡化,加速產生裂紋。
2、輪對磨損:由於輪對磨耗或镟修,牽引點高度隨之發生變化,進而影響到機車粘著性能,使機車牽引力得不到充分發揮,牽引桿支座受力不均衡,容易產生裂紋。
3、牽引拉桿各個位置的使用長度不一。這使整個牽引裝置受力偏斜,導致個別牽引桿支座過載,引起裂損。
4、橡膠彈性元件性能指標達不到要求。牽引拉桿橡膠彈性元件剛度、壓縮量、尺寸等性能技術指標達不到要求或偏差大,同樣影響牽引拉桿受力不均衡,進而使牽引桿支座過載,導致裂損。
5、牽引桿支座外形結構引起單側裂紋重複發生。
採取措施
(1)加強檢修中的檢查、焊修。在檢修過程中,應打磨消除裂紋。不能消除裂紋的坡口(v形坡口)深度不能大於5 mm,焊修後要有 45度平滑傾斜度,並消除焊瘤。
 牽引桿
牽引桿(2)加強牽引桿支座的強度和剛度,以提高抗疲勞性能。在牽引桿支座與車體之間雙側加焊補強板;補強板兩端部要與車體和牽引桿支座平滑接觸,避免產生局部 應力。焊修結束後,要對焊修部位進行塗漆防鏽處理。
(3)應保證機車牽引力充分發揮,使牽引桿支座受力均衡。首先,在牽引桿支座和二系懸掛處同時加調整墊,以調整機車牽引點高度。其次,牽引拉桿的橡膠彈性元件的壓縮厚度要符合179±1mm的要求,壓縮厚度差不大於1 mm。
(4)使用同廠同型號橡膠彈性元件。中修時,牽引拉桿的橡膠彈性性元件統一更換合格廠家的產品,並不得與其他廠家產品混裝。
(5)嚴格組裝要求。組裝牽引裝置時,要測量同一轉向架斜牽引拉桿的使用長度,長度偏差不大於1 mm。
(6)加大中修補強改造。機車在做中修和擴大中修時,對以前未加裝補強板的牽引桿支座予以雙側補強焊修。
