簡介
熱風無紡布隸屬於熱風粘合(熱軋、熱風)無紡布中的一種,熱風無紡是在纖維梳理成後,利用烘燥設備上的熱風穿透纖網,使之受熱而得以粘合生成的無紡布。
 熱風無紡布
熱風無紡布熱風粘合原理
熱風粘合是指在烘燥設備上利用熱風穿透纖網使之受熱熔融而產生粘合的生產方式,如圖1所示。採用的加熱方式不通,制的的產品性能和風格也各異。一般熱風粘合制的的產品具有蓬鬆、柔軟、彈性好、保暖性強等特點,但強度偏低,易於變形。
 圖1 熱風粘合法
圖1 熱風粘合法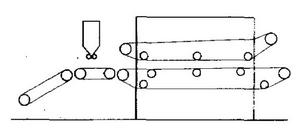 圖2 單層雙簾式烘房的熱風粘合生產線示意圖
圖2 單層雙簾式烘房的熱風粘合生產線示意圖熱粘合加固的適應性
由熱塑性合成纖維構成的纖網都可以採用熱粘合加固,如目前非織造布生產中常用的滌綸、錦綸、丙綸等。由於棉、毛、麻、粘膠等纖維不具有熱塑性,所以這類纖維單獨組成的纖網不能用熱粘合加固。但在熱塑性纖網中可加入少量的棉、毛等纖維,可以改善非織造布的某些性能,但一般不宜超過50%。例如棉/滌以30/70混合比製成的熱軋粘合非織造布,可明顯改善吸濕性、手感和柔軟性,非常適合與做醫療衛生用品。棉纖維含量增加,非織造布的強力會下降。當然,對於完全由非熱塑性纖維組成的纖網,也可以考慮採用撒粉熱粘合法加固。
熱軋粘合法一般適合於纖網定量在20~200g/m範圍內,最適宜纖網定量在20~80g/m之間的薄型產品,纖網太厚,中間層粘合效果差,易產生分層現象。
熱風粘合適合於16~2500g/m定量的產品。近年來薄型熱風粘合非織造布發展迅速,定量一般在16~100g/m。
此外,熱粘合也常用與複合非織造布的生產(如熔融層壓非織造布),或作為其他加固方法的補充手段。例如在纖網中混入少量低熔點纖維,針刺加固後再經熱風粘合,可明顯提高針刺產品的強度和尺寸穩定性。
主要原料
es纖維是一種最理想的熱粘纖維,它主要用於非織造布熱粘法加工。當梳理後的纖維網通過熱軋式或熱風貫通式進行熱粘合時,低熔點組分在纖維的交叉點上形成熔融粘著,而冷卻後,非交叉點的纖維仍保持原來的狀態,這是一種“點狀粘合”而不是“區粘合”的形式,因而產品具有蓬鬆性、柔軟性、高強度、吸油、吸血等特點。近年來,熱粘合法套用之所以發展迅速,完全有賴於這些新型的合成纖維材料。
ES纖維與PP纖維混合後進行熱粘合或針刺處理,使ES纖維相互交聯並粘合,這種方法具有不需使用粘合劑和襯底布的優點。
 ES纖維
ES纖維生產設備
基本要求在熱風粘合中,空氣是熱載體,隨著空氣穿透纖網,將熱量傳遞給纖維。因此,首先要保證熱風在循環流動過程中,不被破壞纖網的結構。纖網在進入烘房的初始階段,纖維之間只是依靠抱合力而結合,熱氣流的導入方式和速度如果不合適,就會破壞纖網的結構。其次,必須保證纖網受熱均勻,以使纖網加固後的各項性能均一、穩定。各處的溫度偏差應控制在±1.5℃範圍內。第三,烘房溫度應能滿足工藝要求。普通的烘乾設備主要用於乾燥水分,其加熱的溫度一般較低,不適合於熱風粘合生產。烘房溫度應能達到所用粘結纖維的熔點溫度,一般需要在140~220℃。另外,必須保證纖網能夠有足夠的受熱時間,以獲得良好的粘合效果,即烘房需有足夠的長度。
設備分類與特點按纖網在烘房設備內運行的方式,可將其分為圓網滾筒式和平網式兩類。
圖3所示是一種圓網滾筒式烘燥機。當採用單個滾筒時,纖網對滾筒的包圍角可達300°。軸流風機以滾筒側面抽風,形成循環氣流,氣流經過熱交換器時進行加熱。這種設備占地面積小,加熱速度快,纖網貼附在滾筒上,不易產生變形等問題。圓網滾筒也有採用兩個或更多的,可垂直排列,也可水平排列。
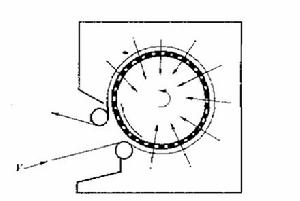 圖3 圓網滾筒式烘燥機
圖3 圓網滾筒式烘燥機圖4所示為單層平網烘燥機示意圖。這種設備可根據需要將整個工作長度分為幾個不同的溫度區域,以滿足工藝上的要求,比較適合厚型纖網的熱風粘合,但設備占地面積大。也有採用雙層或多層平網式烘房。多層平網式烘房的特點是節省占地面積,在保持一定的生產速度時,能增加纖網受熱時間,從而保證粘結材料充分熔融,形成良好的粘合。多層平網式一般用於厚型的軟棉貨硬棉襯墊材料的生產。
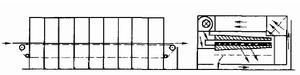 圖4 單層平網式烘燥機示意圖
圖4 單層平網式烘燥機示意圖 給棉機
給棉機 智慧型化梳棉機與烘房一體設備
智慧型化梳棉機與烘房一體設備a.加熱時纖網的定量、縱向強力、體積密度和透氣性。
 烘燥設備
烘燥設備c.連續生產時所需達到的生產速度等。
生產流程
概述三種生產流程
一步法:開包混合開松→振動定量給棉→雙錫林雙道夫→寬幅高速梳理成網→熱風烘箱→自動成卷→分切
二步法:開松混棉→給棉機→予梳理機→鋪網機→主梳理機→熱風烘箱→成卷機→分切機
生產工藝與產品
熱粘合非織造布可以通過不同的加熱方式來實現。粘合方式和工藝、纖維種類及梳理工藝和纖網結構最終都將影響到非織造布的性能和外觀。
對於含低熔點纖維或雙組分纖維的纖網,可以採用熱軋粘合,也可以採用熱風粘合。對於普通熱塑性纖維及其與非熱塑性纖維混合的纖網,可採用熱軋粘合。在成網工藝相同的情況下,熱粘合工藝對非織造的性能有重要影響,並決定著產品的用途。
影響熱風粘合非織造布性能的主要因素:
在熱風粘合過程中,熱的載體是熱空氣,隨著熱空氣穿透纖網,將熱量傳遞給纖維,使其熔融而產生粘合。因此,熱風的溫度、壓力、纖維加熱時間及冷卻速率將直接影響產品的性能和質量。
隨著熱風溫度的升高,產品的縱橫向強力都隨之提高,但產品的柔軟性下降,手感也隨之變硬。表1為生產16g/m產品時,強力、柔軟性隨溫度的變化情況。
熱風壓力是影響熱風粘合產品的一項重要參數。一般隨著纖網定量和厚度的增加,壓力應相應地提高,以使熱風順利地通過纖網,但在纖網未產生粘合前,壓力過高會破壞其原有結構,造成纖網不勻。
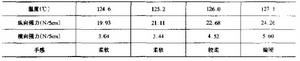 表1 強力、柔軟性隨溫度的變化
表1 強力、柔軟性隨溫度的變化產品套用
熱風粘合產品具有蓬鬆度高、彈性好、手感柔軟、保暖性強、透氣透水性好等特點,但其強度較低,易於變形。隨著市場的發展,熱風粘合產品以其獨特的風格被廣泛套用於用即棄產品的製造,如嬰兒尿布、成人失禁墊、婦女衛生用品的面料以及餐巾、浴巾、一次性桌布等;厚型產品用於製作防寒服、被褥、嬰兒睡袋、床墊、沙發墊等。高密度的熱熔粘合產品,可用於製作過濾材料、隔音材料、減震材料等。
