
簡介
一般的印刷品,除插圖外,大部分都是用文字來表達其內容的。因此,複製文字印版是印刷行業的一個重要任務。
多少年來,一直是用鉛字製作文字印版,這不僅需要經過如鑄字、檢字、排版、製作鉛版等一系列繁瑣的手工操作工序,使用大量的製版設備,增加了製版周期,影響出版事業的發展,而且,在印刷廠中要有大量的鉛字堆積量,需要工人付出繁重的體力勞動,並帶來鉛中毒,直接影響工人師傅的身體健康。因此,擺脫鉛字製版,這是上個世紀廣大印刷工人迫切的願望和要求,而利用照相排字機(簡稱照排機)就是不用鉛字製作文字版的一種方式。
照排機的基本原理是藉助照相的原理進行排版的。它是把所需要的文字,通過鏡頭拍攝到感光片(或感光紙)上,然後經顯影就成為文字版底片,這與複製照相方法所得到的結果是相同的。
照排機所用字型的大小,以及字型的改變是由多種級數和不同類型的照相鏡頭來獲取的。因為照排機上附設有變形鏡頭,它能使仿宋體改變為長方體、扁字型和斜字型的文字。
但是,照排機也有一定的局限性,如文字的字型等還不夠多,不能在拍攝文字的同時進行拍攝插圖等工作,同時校正也是一個不易解決的問題,有待進一步改進與完善。
照排機按其自動化程度分為兩種,即:手動照排機和自動照排機,現分別簡介如下。
手動照排機
手動照排機的結構型式與中文打字機相似,其縱排、橫排以及跳行或改變文字位置的方法均是利用機械來完成的。
組成部分及其結構特點
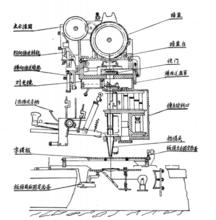 圖1
圖1圖1為其結構原理簡圖。
根據工藝要求,照排機每照排一個字需要完成如下過程,即:字模板框的固定、曝光和推送等。為此,照排機主要由下列幾部分組成。
光源和鏡頭系統:
如圖示:由光源通過凹面反射鏡→平面反射鏡→聚光鏡→字模板→鏡頭等將字模板上的文字投影在感光片上。
字模板及其板框固定裝置系統:
字模板由若干塊組成,每塊字模板上有209或273個文字。將字模板裝在板框上。板框分上下兩部分,上板框裝字模板,並在內側上面裝有供字模板框左右固定定位用的齒條,上板框通過下面的導軌可在下板框上自由滾動;下板框底面帶有導軌,可在前後方向自由滾動,其前後移動固定定位用的齒條裝在下板框下部,這樣字模板上的每一個字都可移動到拍攝頭的下面固定定位。
推送裝置系統:
推送裝置主要包括縱向推送和橫向推送兩部分,通過這些機構以完成縱排、橫排、改行等工作過程。當快門曝光後可立即完成推送。
快門機構:
快門機構供曝光用,它的動作必須在板框左右、前後固定定位後進行,否則影響拍攝效果。
暗盒和點示裝置:
在照排機的上部裝有暗盒和點示裝置。感光片裝在暗盒內的滾筒上,在感光片上照排的情況可在點示滾筒或點示板上表示出來。
光路圈與主鏡頭部件
 圖2
圖2在照排機上的光源利用形式有直接利用光源和利用光學系統兩種。
1.用直接的光源進行拍攝:
圖2a為其光路圖。這種形式,光路比較簡單,但是存在如下缺點:
1)對光源的調整很困難,因為每當取下燈泡時,就必須調整光源;
2)因為是用光源本身的光直接進行拍攝,工作時,必須直接凝視白熾燈泡很久,造成嚴重的視力疲勞;
3)利用球面反射鏡聚光,從其性質上來講,只能利用從光源發出的光的一部分,效果不好;
4)由於反射鏡的安裝是向上的,容易粘附灰塵,這往往是產生光斑和光量不足的原因之一;
5)白熾燈泡直接裝在字模板的下面,會使字模板因加熱而產生膠膜破裂等缺點。
從圖示中可以看出,要很好地調整燈泡位置才能把光聚在主鏡頭上。這時均勻射到字模板上的光束(AB)的大小和位置就在燈泡的位置上,變化很大,非常不穩定,光束也很小。因此,這種方式一般不被採用。
2.通過光學系統的形式:
圖2b為其光路圖。
這種形式可由第一聚光鏡L1和凹面反射鏡M來正確地確定燈泡的位置。同時從燈泡F向後方(凹面反射鏡M的方向)發射的光又重新回到F點,這和對著前方(L1的方向)的光一起更增加了亮度;通過防熱玻璃R0到達L1。
因為FL1是凸鏡L1的焦點距離,所以通過L1的光經折射後變成平行光束,憑藉反射鏡P,按直角變換方向,再經過第二聚光鏡L2,聚光予鏡頭R上。
光源電壓需要20伏左右。如果電壓較小時,往往會產生燈座、變壓器的接觸元件、腳踏開關等的接觸不良而引起光源燈泡的忽暗忽亮現象,為克服這一缺點,使用高電壓低電流的燈泡,這樣燈泡的功率瓦數仍保持不變。
 圖3
圖3此外,作為拍攝文字用的光源,使用減少目力疲勞的10瓦白色螢光燈,並用反射板進行間接照明,所以視力面較廣,並且字模板幾乎不受熱的影響。所以這種形式的光路在照排機中得到了廣泛的套用。
照排機的主鏡頭部分是由20種左右不同類型的主鏡頭和一個變形鏡頭組成。主鏡頭的排列形式有單層式排列和雙層式排列兩種,主鏡頭裝在轉台上,下面以單層式排列為例加以說明。
圖3為其各部件裝置示意圖。
字模板上的每個字都可通過主鏡頭能排出20種左右大小不同的字;也都能通過變形鏡頭排成扁體、長方體和斜體等變形文字。如果附設外文裝置,還可擴大使用範圍,拍攝外文文字。
主鏡頭安裝在鏡頭旋轉器內部鏡筒里,根據需要轉動旋轉器,以選定不同級數的鏡頭,使用起來很方便。
變形鏡頭與對光鏡中的反射鏡是活動式的,當不需要時,將它們轉到拍攝光路外。
字模板框的固定裝置
 圖4
圖4字模板框的結構如圖4所示。
字模板框能夠縱向、橫向移動。通過調整縱向固定齒條Z'和橫向固定齒條Z',使字模板上的每一個字都能對準拍攝頭的中央。
在拍攝前,必須保證板框的固定位置。如果板框在縱向和橫向位置不給予固定,在曝光時可能引起板框位置的改變,這會直接影響照排質量,因此,板框的固定裝置必須安全可靠。
在圖示中,上板框 I 的左右移動是在下板框Q上進行的,而下板框的前後移動是在下部導軌上進行的(參考圖1),圖4字模板上的任意一個字,都能沿前後、左右方向很容易地被移動到拍攝頭的下面。
 圖5
圖5當需要將板框固定時,首先壓下手柄主槓桿G(如圖5),由於扇形齒輪Z1與齒輪Z2的作用,板凸輪C的支承板K1按照箭頭方向旋轉。而臂桿A跟著一起在凸輪C的上面,順著P1點、P2點的次序,向上擺動,當到達P3點(這時手柄主槓桿G被壓到最下方)時推開K2,K2即向右移開,C就從K2的咬住部分掉落下來,臂桿A在一瞬間退回到原來位置。
在臂桿A的軸上,有與板框橫向固定齒條Z'(圖4)嚙合的齒條壓爪的拉桿相連線,所以隨著手柄主槓桿的動作在壓下G的行程上橫向移動齒條被固定,待手柄主槓桿到達最下方時,則橫向移動齒條被解脫。
同樣,在上述同一過程中,通過M1微動開關,接通固定縱向移動齒條Z'的電磁鐵,利用其壓爪固定縱向移動齒條。
以上兩個動作完成之後,通過微動開關M2使快門動作,進行曝光。
縱向推送裝置
 圖6
圖6手動照排機的縱向推送一般都是以暗盒中滾筒的轉動來實現的,圖6是縱向推送機構的主要部分。
當壓下手柄主槓桿A完成板框的縱向橫向固定定位和快門進行曝光動作後,接著放開手柄主槓桿A,手柄主槓桿A及付槓桿L1或L2因彈簧S的作用重新回到上方。在這個過程中,付槓桿L1、L2是由連線在這上面的連桿B帶動推送棘爪來實現的。這時推送棘爪E,是由推送齒輪調整板X所確定的齒數來轉動棘輪。顯然,暗盒滾筒的轉動是由彈簧S的力量,通過連桿B,使棘爪E撥動棘輪Z,再經過齒輪付Z1、Z2和Z3、Z4的傳動而得到的。
為了減少在推送過程中的振動,在手柄主槓桿上設有油壓緩衝器H起緩衝作用。
橫向推送裝置
與縱向推送裝置一樣,是在完成板框固定和曝光後進行的。
橫向推送有兩種形式:
1)暗盒(或鏡頭部件)沿其滾筒軸線移動形式:
 圖7
圖7有的照拍機,其橫向推送是靠鏡頭部件沿暗盒滾筒的軸向移動來實現的。有的則採用鏡頭部件不動而暗盒部件沿其滾筒軸向移動來實現橫向推送。邀兩種形式其傳動原理及其操縱機構基本相同,都是利用手柄主槓桿,通過連桿撥動棘爪,帶動棘輪,再由齒輪付傳動使左右移動齒條移動以實現暗盒或鏡頭部件的橫向推送。圖1所示為利用暗盒的移動完成橫向推送的形式。
2)改變光路感光位置的形式:
鏡頭部件和暗盒均不作左右移動,而是在光路中增加移動反射鏡,通過改變移動反射鏡的位置,使投影在感光片上的位置按一定的要求移動,以達到橫向推送的目的。這種形式,由於取消了橫向推送的機械傳動系統,在結構上大為簡化,機器較輕便,操作方便,噪音小,但其光路較複雜。
下面以第一種形式為例作一簡要介紹。
 圖8
圖8圖7和圖8為鏡頭移動實現橫向推送裝置的一種形式。其工作過程正如在縱向推送機構中所說明的那樣,棘輪Z的安裝方向雖然與縱向推送交錯90°,但用棘爪來推送棘輪的刻度調整板X所確定的齒數,就這一點來說完全相同。但是由於橫向推送需要向左右兩個方向推送,為此在其傳動系統中增加一中間介輪,以改變推送方向。其工作過程如下:
當變換離合桿E推向後面時(如實線位置)因Z1直接與齒條Z嚙合,安裝在齒條上的鏡頭部件就沿導軌向左方推送。
當變換離合桿E扳向前面時(如圖示虛線位置),其傳動路線經Z2、Z3的傳動,Z3再與齒條Z嚙合,故鏡頭部件被推向右方。
在圖8中Z4經常與齒條Z嚙合,由馬達經齒輪傳動給齒輪齒條的嚙合一個與推送方向相反的力,以保證準確地推送。當離合桿E變換的同時,變換接點改變馬達的轉動方向。
全自動照排機簡介
手動照排機由於選字、橫向及縱向推送等過程全採用手工操作,這不僅增加了工人師傅的勞動強度,而且照排速度受到限制,遠遠滿足不了我國印刷出版事業迅速發展的需要,因此發展全自動照排機是上個世紀印刷業的一項重要任務。隨著自動照排機的研製和使用,對我國的印刷事業帶來極大的影響。
所謂全自動照排機,系指從選字、校對和照排等過程全部自動化。它是利用電子計算機控制編排版面的自動照相排字設備,具有排字速度高、適應品種多(只要製備相應的文字、符號字盤和編排相應的排版程式即可照排各類印品)等優點,是全面採用感光版材,取代鉛字製版工藝所必需的排版設備。一部全自動照排機只要配備30~40台專用文字鍵盤穿孔機和相當的手動照排機以及自動顯影沖洗機、製版機等設備,即可完成一個中等以上印刷廠的全部文字排版任務,可以大大減輕工人勞動強度,提高工作效率。
下面介紹我國自行試製的全自動照排機
北京新華印刷廠在其他兄弟單位的大力支持下,於1971年試製成功我國第一部中文全自動照排機。
這套全自動照排機主要包括專用穿孔機、通用數字計算機和主機三大部分。
全自動照排印刷工作程式
為了進一步了解自動照排機的性能及其在印刷事業中的作用,下面介紹照排印刷工作程式。圖9為其程式方框簡圖。
 圖9
圖9從方框圖中可以看出:
1)從原稿到製成軟片的工藝流程:
首先根據原稿在專用穿孔機上將文字打成穿孔紙帶,然後把穿孔紙帶送入電子計算機,經計算機處理後輸出排版及選字信號並進入照排主機部分進行照排,再經沖洗製成軟片。為了進行校正,在照排時先拍攝在感光紙上,經靜電複印機,製成供校正用的氧化鋅版進行校對修改,再重新由計算機編排程式,最後由照排主機拍成軟片。
2)經照排得到的軟片可用於製作感光尼龍版、感光樹脂版和平版、凹版,以滿足薄凸版和平版、凹版印刷的需要,縮短了製版周期。
工作原理
 圖10
圖10主要工作原理如下:將常用的文字及符號製成字模盤(如圖10)並將文字編碼,按原稿編排排版程式,經專用穿孔機將文字和排版程式打成穿孔紙帶,輸入電子計算機,經計算機處理後輸出排版及選字信號,通過主機控制部分,使字模盤6作X、Y方向運動,找到要拍攝文字的所在區域,再使相應的一道快門5打開,使光源部分投射的平行光線將要拍攝的文字照亮,經小平行光管7和大平行光管8聯合成像在物鏡焦點處,再經二道快門11,變倍物鏡12、變形鏡13,投射到暗盒輥筒14上使軟片感光,即完成一個單字的拍攝過程。排版程式控制信號控制暗盒輥筒作必要的轉動(移行)和左右移動,即可排照成需要的版式。
本機達到的照排速度為:橫排版套用速度為15字/秒,豎排版最高速度為15字/秒。
全機儲有宋、仿宋、平(方)、楷四種字型。每種字型製成常用和非常用兩塊字模盤,每盤儲有3584個文字、符號。
