無錫興達泡塑新材料有限公司是一個年產50萬噸EPS、擁有自營進出口權的現代大型化工企業集團,是國家火炬計畫重點高新技術企業。註冊商標是江蘇省知名商標,錫發牌EPS產銷量在國內同行中名列前茅,質量享譽海內外,並率先通過ISO9001:2000質量體系認證和美國UL產品安全認證。
企業簡介
 無錫興達泡塑新材料有限公司
無錫興達泡塑新材料有限公司企業文化
興達堅持“質量第一、用戶第一、服務第一、信譽第一”的經營理念,走科技興廠之路。不斷引進和開發新技術、新產品,為廣大客戶提供最優質的EPS產品,也為企業贏得更多的誠信客戶和滿意客戶。“產品有價,信譽無價”。興達始終守信承諾,堅持誠信經營,良好的信譽是興達的無形資產,每個興達人像愛護自己的眼睛一樣珍惜企業的信譽。興達產品不但在國內市場獨占春色,一路高歌,而且在國際市場競爭中展露鋒芒,方興未艾。“內外貿生產一齊上,兩個市場一起抓”,成為興達的主攻目標。興達產品必定會飲譽於國際市場,為中華民族增光添彩,興達的明天更加燦爛。孟子曰:“天時不如地利,地利不如人和”。興達堅持以人為本,著力培育“不是為了向興達索取,而是不忘為興達奉獻”的興達人精神。企業的競爭,產品的競爭,歸根結底是科技和人才的競爭。公司堅持“科技為先,人才為本”的用人理念,牢記鄧小平“科學技術是第一生產力”、“發展是硬道理”的兩句名言,立志產業報國,科技興邦,不斷增加科技投入,提高企業的高科技含量,堅持科學發展觀,促進企業持續、快速發展。
質量方針:“”產品以質量占領市場,興達人以熱誠服務贏得顧客”。
質量目標:最佳化生產工藝,加強企業管理,產品質量投訴率低於千分之三。質量是企業的生命,貫徹落實《產品質量法》是企業振興民族經濟的長期責任。對生產銷售的產品質量負責,加大技術進步力度,充分發揮研究所的作用,緊跟國際先進技術,不斷最佳化工藝,進行新技術的開發套用,加大質量投入。進一步更新、完善生產裝備,在溫度、壓力、計量等主要工藝參數上達到自動化控制,確保產品質量穩定。堅持以質量為核心的管理,發揮質量管理機構職能,確保ISO9001質量體系標準及其他國際標準的有效運行。努力提高服務質量,顧客永遠是我們的“上帝”,消費者永遠是我們的“衣食父母”,真誠、熱情,嚴格周到地做好產品售前、售中和售後服務,對顧客實實在在地盡責,認認真真地辦實事。大力提高員工的素質,以人為本切實加強對全體員工的質量意識、質量管理的培訓教育,開展質量興業,質量興企活動,建立起一支企業質量保證隊伍和一種充滿生機、活力的質量保證機制。興達人將與國內外EPS行業同仁一起同心共謀興旺發達,攜手描繪EPS行業的錦繡前程。
服務指南
1、自助服務“錫發牌”EPS使用必須經過四個階段操作過程。即預發泡園熟成型熟化
a、預發泡
EPS粒子在連續式或間歇式預發泡機內,加熱至90℃左右,因粒子軟化,揮發劑揮發逸散,體積膨脹而獲取一定倍率。
由於EPS原料各種規格不同,發泡機構差異,以及進料量、蒸氣壓力、受熱時間、溫度的差異會直接影響預發速度及發泡倍率,故必須依賴操作人員的熟練及豐富經驗,才能獲取穩定的發泡倍率,從而維持成型品成型條件和品質的穩定性。
錫發牌EPS所需蒸氣較小,預發速度快,必須妥善控制好蒸氣壓力及受熱時間,否則因過熱遇冷而使泡粒收縮,倍率反而降低,同時也應避免過高倍率,以免成型品收縮、變形。
b、園熟
因預發泡時原粒內發泡劑揮發,泡粒內呈真空狀態,故必須將泡粒送入料倉內放置8小時以上,使空氣充分進入泡粒內,使泡粒內外壓平衡。經園熟之泡粒彈性大,乾松,流動性好,易成型。
園熟階段,為便於泡粒水份蒸散,故園熟倉使用網狀紗布製成,以消除泡粒磨擦時自然積留之靜電。同時,通風良好,增加園熟速度。
為減少園熟時間可用乾燥流化床或熱風吹乾裝置,將泡粒送入園熟倉內2-4小時即可完成園熟。
c、成型操作過程
成型操作步驟:填料加熱冷卻脫模
園熟良好的泡粒,在模具內被加熱至110℃—120℃,使泡粒表面融結在一起,同時因泡粒內殘留髮泡劑之蒸發及泡粒內空氣的膨脹,產生內壓,使泡粒緊密貼附模子上,經冷卻後,降低內壓,再以頂桿頂出,成型後製品具有輕而韌、緊密融結及密封、窩胞不吸水之特點。
產品的密度等級與發泡倍率成反比,用戶可按製品密度決定發泡倍率。
產品的成型時間cycletime指從加料至脫模時間,cycletime的長短除選用的原料特性外,最重要的是蒸氣,冷卻水及壓縮空氣,供應條件必須穩定而能達到一定標準,才能使製品脫模好,結合佳,表面平滑、亮麗,及達到縮短成型時間的目標。
主蒸氣壓力:5-7Kg/cm2
冷卻水壓力:3.5-5Kg/cm2
冷卻水溫度:23-28℃壓縮空氣:5-7Kg/cm2
真空度:-600-650mmHg
d、熟化過程
脫模出來的成型品,與預發後的泡粒一樣成真空狀態,尤以高倍率的成型品,因冷卻減壓產生的收縮壓力大,很容易在薄壁部分產生收縮,同時附著於成型品表面水分及泡粒內冷凝蒸氣,必須依賴常壓予以回復及蒸發。
對60倍以下成型品,放置倉庫內1天就足夠熟化,但對較高倍率的成型品,有時必須在50℃-60℃之烘房內熟化,才能獲得滿意的產品。
經熟化後的成型品,其硬度、強度較脫模時增加很大。
e、阻燃型指標測試
阻燃型ZKFEPS阻燃指標的測試需在成型品貯存15天后取樣測試,才能保證氧指數≥30,以免製品內殘留髮泡劑影響阻燃性能。
企業榮譽
 無錫興達泡塑新材料有限公司
無錫興達泡塑新材料有限公司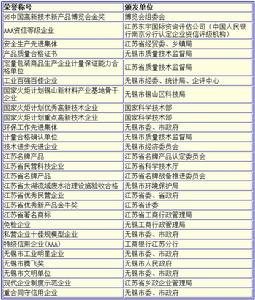 無錫興達泡塑新材料有限公司
無錫興達泡塑新材料有限公司