
英文名稱
英文名稱:Welding Equipment
基本簡介
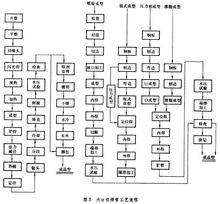 工藝流程
工藝流程包括焊接能源設備、焊接機頭和焊接控制系統。①焊接能源設備:用於提供焊接所需的能量。常用的是各種弧焊電源,也稱電焊機。它的空載電壓為60~100伏,工作電壓為25~45伏特,輸出電流為50~1000安。手工電弧焊時,弧長常發生變化
,引起焊接電壓變化。為使焊接電流穩定,所用弧焊電源的外特性應是陡降的,即隨著輸出電壓的變化,輸出電流的變化應很小。熔化極氣體保護電弧焊和埋弧焊可採用平特性電源,它的輸出電壓在電流變化時變化很小。弧焊電源一般有弧焊變壓器、直流弧焊發電機和弧焊整流器。弧焊變壓器提供的是交流電,套用較廣。直流弧焊發電機提供直流電,製造較複雜,消耗材料較多且效率較低,有漸被弧焊整流器取代的趨勢。弧焊整流器是20世紀50年代發展起來的直流弧焊電源,採用矽二極體或可控矽作整流器。60年代出現的用大功率電晶體組成的電晶體式弧焊電源,能獲得較高的控制精度和優良的性能,但成本較高。電阻焊的焊接能源設備中較簡單的是電阻焊變壓器,空載電壓範圍為1~36伏,電流從幾千到幾萬安。配用這種焊接能源設備的焊機稱為交流電阻焊機。其他還有低頻電阻焊機、直流脈衝電阻焊機、電容儲能電阻焊機和次級整流電阻焊機
 焊接設備
焊接設備②焊接機頭:它的作用是將焊接能源設備輸出的能量轉換成焊接熱,並不斷送進焊接材料,同時機頭自身向前移動,實現焊接。手工電弧焊用的電焊鉗,隨電焊條的熔化,須不斷手動向下送進電焊條,並向前移動形成焊縫。自動焊機有自動送進焊絲機構,並有機頭行走機構使機頭向前移動。常用的有小車式和懸掛式機頭兩種。電阻點焊和凸焊的焊接機頭是電極及其加壓機構,用以對工件施加壓力和通電。縫焊另有傳動機構,以帶動工件移動。對焊時需要有靜、動夾具和夾具夾緊機構,以及移動夾具
和頂鍛機構。
③焊接控制系統:它的作用是控制整個焊接過程,包括控制焊接程式和焊接規範參數。一般的交流弧焊機沒有控制系統。高效或精密焊機用電子電路、數字電路和微處理機控制。
發展前景
焊接設備在國內無論從產量構成還是技術發展方向上看,正在向高效、自動化、智慧型型、節能、環保型的焊接方向上發展。
焊接設備屬於量大面廣的產品,種類多、規格全,正逐步接近國際水平,高效、節能、省材、降耗的產品市場份額將進一步擴大。需順應市場要求,調整產品結構、提高產品檔次,宜大力發展逆變式焊接電源和自動、半自動焊機尤其是高效節能的二氧化碳焊機。
電阻焊技術則以中、大功率為主要研究內容及發展方向。電阻焊微機控制質量監控、逆變電阻焊技術、智慧型化及專家系統、柔性化電阻焊成套設備、阻焊機器人等是重要的研究內容和專業生產方向。專門適用於鍍層材料、鋁合金材料焊接要求,以及精密零件焊接的電阻焊機的研製更引人重視。
測試技術和測試設備的發展,將有利於促進企業工藝和技術水平的提高。
自動化焊接技術及設備正以前所未有的速度發展。西氣東輸工程、航天工程、船舶工程等國家大型基礎工程的發展和國內汽車工業的崛起,都有力地促進了先進焊接工藝特別是焊接自動化技術的發展與進步。焊接機器人及智慧型型焊接也會在特定領域適當發展,套用廣泛
。
成套、專用焊接設備的需求量將不斷增大,套用範圍更廣泛,對其技術性能要求越來越高,滿足高效新工藝的設備更為成熟與普及。國內成套焊接設備製造企業還要在企業質量管理、各種基礎件、配套件的選用方面下功夫,爭取在專用、成套焊接設備方面取得新的突破。
工藝裝備
完成焊接操作的輔助設備,包括保證焊件尺寸、防止焊接變形的焊接夾具;焊接小型工件用的焊接工作檯;將工件迴轉或傾斜,使焊件接頭處於水平或船形位置的焊接變位機;將工件繞水平軸翻轉的焊接翻轉機;將焊件繞垂直軸作水平迴轉的焊接迴轉台;帶動圓筒形或錐形工件鏇轉的焊接滾輪架;以及焊接大型工件時,帶動操作者升降的焊工升降台。
輔助器具
包括防止操作人員被焊接電弧或其他焊接能源產生的紫外線、紅外線或其他射線傷害眼睛的氣焊眼鏡,電弧焊時保護焊工眼睛、面部和頸部的面罩,白色工作服、焊工手套和護腳等。
焊接設備
(1) 手弧焊設備。手弧焊使用的設備簡單、方法簡便靈活、適應性強,但對焊工操作要求高。手弧焊適用於碳鋼、低合金鋼、不鏽鋼、銅及銅合金等金屬材料的焊接。(2) 埋弧焊設備。埋弧焊設備由焊接電源、埋弧焊機和輔助設備構成。其電源可以用交流、直流或交直流並用。埋弧焊機分為自動焊機和半自動焊機兩大類。① 半自動埋弧焊機。② 自動埋弧焊機。(3) CO2氣體保護焊設備 半自動CO2氣體保護焊設備主要由焊接電源、供氣系統、送絲機構和焊槍等組成。(4) 惰性氣體保護焊設備 手工惰性氣體保護焊設備包括焊槍、焊接電源與控制裝置、供氣和供水系統四大部分。(5) 等離子弧焊設備 等離子弧焊設備主要包括焊接電源、控制系統、焊槍、氣路系統和水路系統。(6) 超音波焊接設備 超音波焊接設備主要包括超音波塑膠焊接機和超音波金屬焊接機。
結構特點
1. 機械裝置
點焊機系統由機械裝置、供電裝置、控制裝置三大部分組成。點焊機為了適應焊接工藝要求,加壓機構(焊鉗)採用了雙行程快速氣壓傳動機構,通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態為焊鉗短行程張開,當把控制按鈕切換到“通電”位置,扣動手柄開關則焊鉗夾緊加壓,同時電流在控制系統控制下完成一個焊接周期後恢復到短行程張開狀態。
2. 供電裝置
主電力電路由電阻焊變壓器、可控矽單元、主電力開關、焊接迴路等組成。現我們採用的焊接設備是功率200kVA、次級輸出電壓20V--40V的單相工頻交流電阻焊機。由於多種車型共線生產,焊鉗要焊接高強度鋼板和低碳鋼薄板,焊鉗槍臂要傳遞較大的機械力和焊接電流,因此焊鉗的強度、剛度、發熱要滿足一定要求,並且要具有良好的導電和導熱性,同時要求焊鉗採用通水冷卻,所以選擇焊鉗電極臂能夠承受400kg壓力的新型焊鉗。
3. 控制裝置
控制裝置主要提供信號控制電阻焊機動作接通和切斷焊接電流,控制焊接電流值,進行故障監測和處理。
實施方案
身在信息化社會,最重要的便是管理信息化,這便需要利用CRM銷售管理軟體來完成,定能達到事倍功半的效果!!!
焊接設備的分類
焊接設備根據焊接自動化程度可分為手工焊接設備和自動焊接設備。
1.手工焊接設備。主要有CO2氣保焊機,氬弧焊機,混合氣體保護焊機等類型,其中氬弧焊機對工人的操作技能要求較高。
2.自動焊接設備。是由電氣控制系統,並根據需要配備送絲機,焊接擺動器,弧長跟蹤器,各種迴轉驅動裝置,工裝夾具,滾輪架,焊接電源等組成的一套自動化焊接設備。包括焊接機器手,環縱縫自動焊機,變位機,焊接中心,龍門焊機等。
操作規程
準備工作
1熟悉圖紙和工藝檔案,詳細了解工件的材質、規格和公差要求等。
2將割槍裝在固定的膠管接頭上,檢查氧氣表、乙炔保險壺工作是否正常及割槍射吸力是否良好。
3使用氧氣瓶時,應將瓶放穩並放氣吹去接頭處的塵雜物,再裝氧氣表。當瓶內氣壓低於工作壓力時,必須更換,且移動氣瓶應避免撞擊,嚴禁沾油。
注意
1乙炔發生器要離源10米,離氧氣瓶3米以上,離取暖設備1米以外,不得放在人行道上或高壓線下。
2發生器內要保持足夠的清潔水,水封回火防止器要保持一定的水位。
3發生器內加電石應按一次加入量規定,電石塊度應符合要求,一般50—80mm。
5使用液化石油氣時,環境溫度不得超過60oC,氣瓶遠離火源5米以上。
6對照圖紙檢查工件。氣割鋼板的不平度應符合規定,一般板厚小於14 mm的鋼板不平度為2/1000,大於14 mm的鋼板不平度為1/1000。
7清理場地,墊平工件,對於板材下面應留不小於100 mm的間隙,並清除工件割縫兩側30—50 mm範圍內的鐵鏽、油污等。
8備齊各種輔工具。氣割有色金屬和特種鋼材,要準備好熔劑。
注意事項
1、靈活多樣的焊錫方式,同時支持點焊和拖焊(拉焊),自動化焊錫設備全部工藝參數可由客戶自行設定,以適應各種高難度焊錫作業和微焊錫工藝,全部焊錫參數可以伴隨焊點坐標程式讀取和保存,實現焊錫作業的柔性化。
2、烙鐵組件可以任意角度、任意方位調節,控制烙鐵組的R軸,可以360度自由鏇轉,可以根據不同的焊盤和元器件任意設定送錫次數、預熱時間和焊錫時間,實現一板多種焊點的複雜焊接工藝,實現焊錫作業的多樣化。
3、四軸/五軸聯動機械手,自動化焊錫設備全部採用伺服驅動及先進運動控制算法,有效提升運動末端-烙鐵頭的定位精度和重複精度,實現3D空間任意焊點準確定位;
