
什麼是波峰焊
波峰焊是指將熔化的軟釺焊料(鉛錫合金),經電動泵或電磁泵噴流成設計要求的焊料波峰,亦可通過向焊料池注入氮氣來形成,使預先裝有元器件的印製板通過焊料波峰,實現元器件焊端或引腳與印製板焊盤之間機械與電氣連線的軟釺焊。根據機器所使用不同幾何形狀的波峰,波峰焊系統可分許多種。
波峰焊典型工藝流程
波峰焊流程:將元件插入相應的元件孔中 →預塗助焊劑 → 預烘(溫度90-180度,長度1-1.2m) → 波峰焊(150-300度) → 切除多餘外掛程式腳 → 檢查。幾種典型工藝流程
 誠信偉業波峰焊
誠信偉業波峰焊A1.1 單機式波峰焊工藝流程
a. 元器件引線成型一印製板貼阻焊膠帶(視需要)———插裝元器件———印製板裝入焊機夾具———塗覆助焊劑———預熱———波峰焊———冷卻———取下印製板———撕掉阻焊膠帶—二—檢驗———辛L焊———清洗———檢驗———放入專用運輸箱;
b.印製板貼阻焊膠帶———裝入模板———插裝元器件———吸塑———切腳———從模板上取下印製板———印製板裝焊機夾具———塗覆助焊劑———預熱———波峰焊(1.精焊平波2.衝擊波)———冷卻———取下印製板———撕掉吸塑薄膜和阻焊膠帶———檢驗———補焊———清洗——檢驗———放入專用運輸箱。
A1.2 在線上式波峰焊工藝流程
將印製板裝在焊機的夾具上———人工插裝元器件———塗覆助焊劑———預熱———浸焊———冷去口———切腳———刷切腳屑———噴塗助焊劑———預熱———波峰焊———冷卻———清洗———印製板脫離焊機—一檢驗———補焊———清洗———檢驗———放入專用運輸箱。
B1 波峰焊機基本操作規程
B1.1 準備工作
a. 檢查波峰焊機配用的通風設備是否良好;
b. 檢查波峰焊機定時開關是否良好;
c.檢查錫槽溫度指示器是否正常。
方法:進行溫度指示器上下調節,然後用溫度計測量錫槽液面下10—15 mm處的溫度,判斷溫度是否隨其變化:
d. 檢查預熱器系統是否正常。
方法:打開預熱器開關,檢查其是否升溫且溫度是否正常;
e.檢查切腳刀的工作情況。
方法:根據印製板的厚度與所留元件引線的長度調整刀片的高低,然後將刀片架擰緊且平穩,開機目測刀片的鏇轉情況,最後檢查保險裝置有無失靈;
f. 檢查助焊劑容器壓縮空氣的供給是否正常;
方法:倒入助焊劑,調好進氣閥,開機後助焊劑發泡,使用試樣印製板將泡沫調到板厚的1/2處,再鎮緊眼壓閥,待正式操作時不再動此閥,只開進氣開關即可;
g,待以上程式全部正常後,方可將所需的各種工藝參數預置到設備的有關位置上。
B1.2 操作規則
a.波峰焊機要選派1~2名經過培訓的專職工作人員進行操作管理,並能進行一般性的維修保養;
b.開機前,操作人員需配戴粗紗手套拿棉紗將設備擦乾淨,並向注油孔內注入適量潤滑油;
c.操作人員需配戴橡膠防腐手套清除錫槽及焊劑槽周圍的廢物和污物;
d,操作間內設備周圍不得存放汽油、酒精、棉紗等易燃物品;
e.焊機運行時,操作人員要配戴防毒口罩,同時要配戴耐熱耐燃手套進行操作;
f.非工作人員不得隨便進入波峰焊操作間;
g.工作場所不允許吸菸吃食物;
h.進行插裝工作時要穿戴工作帽、鞋及工作服。
B2單機式波峰焊的操作過程
B2.1 打開通風開關。
B2.2 開機
a.接通電源;
b.接通焊錫槽加熱器;
c. 打開發泡噴塗器的進氣開關;
d.焊料溫度達到規定數據時,檢查錫液面,若錫液面太低要及時添加焊料;
e.開啟波峰焊氣泵開關,用裝有印製板的專用夾具來調整壓錫深度;
f. 清除錫面殘餘氧化物,在錫面乾淨後添加防氧化劑:
g.檢查助焊劑,如果液面過低需加適量助焊劑;
h.檢查調整助焊劑密度符合要求;
i.檢查助焊劑發泡層是否良好;
j. 打開預熱器溫度開關,調到所需溫度位置;
k.調節傳動導軌的角度;
l.開通傳送機開關並調節速度到需要的數值;
m.開通冷卻風扇;
n.將焊接夾具裝入導軌;
o. 印製板裝入夾具,板四周貼緊夾具槽,力度適中,然後把夾具放到傳送導軌的始端;
p.焊接運行前,由專人將傾斜的元件扶正,並驗證所扶正的元件正誤;
q. 高大元器件一定在焊前採取加固措施,將其固定在印製板上。
B3 在線上式波峰焊機操作過程
B3.1 按B2章中B2.1及B2.2中a—k的程式進行操作。
B3.2 繼續本機的操作
a.外掛程式工人按要求配戴細紗手套。(若有靜電敏感器件要配戴導電腕帶)外掛程式工應堅持在工位前等設備運行;
b.根據實際情況調整運送速度,使其與焊接速度相匹配;
c.開通冷卻風機;
d.開通切腳機;
e.將夾具放在導軌上,將其調至所需焊接印製板的尺寸;
f.執行B2.2中P和q項;
g.待程式全部完成後,則可打開波峰焊機行程開關和焊接運行開關進行插裝和焊接。
B4 焊後操作
a.關閉氣源;
b.關閉預熱器開關;
c.關閉切腳機開關;關閉清洗機開關;
d.調整運送速度為零,關閉傳送開關;
e.關閉總電源開關;
f. 將冷卻後的助焊劑取出,經過濾後達到指標仍可繼續使用,將容器及噴塗口擦洗乾淨;
g.將波峰焊機及夾具清洗乾淨。
B5 焊接過程中的管理
a.操作人必須堅守崗位,隨時檢查設備的運轉情況;
b.操作人要檢查焊板的質量情況,如焊點出現導常情況,如一塊板虛焊點超過百分之二應立即停機檢查;
c.及時準確做好設備運轉的原始記錄及焊點質量的具體數據記錄;
焊完的印製板要分別插入專用運輸箱內,相互不得碰壓,更不允許堆放(如有靜電敏感元件一定要使用防靜電運輸箱)。
波峰焊設備類型
 台式小型波峰焊機
台式小型波峰焊機 無鉛波峰焊機無鉛波峰焊
無鉛波峰焊機無鉛波峰焊波峰焊過程中,十五種常見不良分析概要
一、焊後PCB板面殘留多板子髒:
1.FLUX固含量高,不揮發物太多。
2.焊接前未預熱或預熱溫度過低(浸焊時,時間太短)。
3.走板速度太快(FLUX未能充分揮發)。
4.錫爐溫度不夠。
5.錫爐中雜質太多或錫的度數低。
6.加了防氧化劑或防氧化油造成的。
7.助焊劑塗布太多。
8.PCB上扦座或開放性元件太多,沒有上預熱。
9.元件腳和板孔不成比例(孔太大)使助焊劑上升。
10.PCB本身有預塗松香。
11.在搪錫工藝中,FLUX潤濕性過強。
12.PCB工藝問題,過孔太少,造成FLUX揮發不暢。
13.手浸時PCB入錫液角度不對。
14.FLUX使用過程中,較長時間未添加稀釋劑。
二、 著 火:
1.助焊劑閃點太低未加阻燃劑。
2.沒有風刀,造成助焊劑塗布量過多,預熱時滴到加熱管上。
3.風刀的角度不對(使助焊劑在PCB上塗布不均勻)。
4.PCB上膠條太多,把膠條引燃了。
5.PCB上助焊劑太多,往下滴到加熱管上。
6.走板速度太快(FLUX未完全揮發,FLUX滴下)或太慢(造成板面熱溫度
7.預熱溫度太高。
8.工藝問題(PCB板材不好,發熱管與PCB距離太近)。
三、腐 蝕(元器件發綠,焊點發黑)
1. 銅與FLUX起化學反應,形成綠色的銅的化合物。
2. 鉛錫與FLUX起化學反應,形成黑色的鉛錫的化合物。
3. 預熱不充分(預熱溫度低,走板速度快)造成FLUX殘留多,
4.殘留物發生吸水現象,(水溶物電導率未達標)
5.用了需要清洗的FLUX,焊完後未清洗或未及時清洗。
6.FLUX活性太強。
7.電子元器件與FLUX中活性物質反應。
四、連電,漏電(絕緣性不好)
1. FLUX在板上成離子殘留;或FLUX殘留吸水,吸水導電。
2. PCB設計不合理,布線太近等。
3. PCB阻焊膜質量不好,容易導電。
 波峰焊噴嘴
波峰焊噴嘴1. FLUX活性不夠。
2. FLUX的潤濕性不夠。
3. FLUX塗布的量太少。
4. FLUX塗布的不均勻。
5. PCB區域性塗不上FLUX。
6. PCB區域性沒有沾錫。
7. 部分焊盤或焊腳氧化嚴重。
8. PCB布線不合理(元零件分布不合理)。
9. 走板方向不對。
10. 錫含量不夠,或銅超標;[雜質超標造成錫液熔點(液相線)升高]
11. 發泡管堵塞,發泡不均勻,造成FLUX在PCB上塗布不均勻。
12. 風刀設定不合理(FLUX未吹勻)。
13. 走板速度和預熱配合不好。
14. 手浸錫時操作方法不當。
15. 鏈條傾角不合理。
16. 波峰不平。
六、焊點太亮或焊點不亮
1. FLUX的問題:A .可通過改變其中添加劑改變(FLUX選型問題);
B. FLUX微腐蝕。
2. 錫不好(如:錫含量太低等)。
七、短 路
1. 錫液造成短路:
A、發生了連焊但未檢出。
B、錫液未達到正常工作溫度,焊點間有“錫絲”搭橋。
C、焊點間有細微錫珠搭橋。
D、發生了連焊即架橋。
2、FLUX的問題:
A、FLUX的活性低,潤濕性差,造成焊點間連錫。
B、FLUX的絕阻抗不夠,造成焊點間通短。
3、 PCB的問題:如:PCB本身阻焊膜脫落造成短路
八、煙大,味大:
1.FLUX本身的問題
A、樹脂:如果用普通樹脂煙氣較大
B、溶劑:這裡指FLUX所用溶劑的氣味或刺激性氣味可能較大
C、活化劑:煙霧大、且有刺激性氣味
2.排風系統不完善、飛濺、錫珠:
1、助焊劑
A、FLUX中的水含量較大(或超標)
B、FLUX中有高沸點成份(經預熱後未能充分揮發)
2、 工 藝
A、預熱溫度低(FLUX溶劑未完全揮發)
B、走板速度快未達到預熱效果
C、鏈條傾角不好,錫液與PCB間有氣泡,氣泡爆裂後產生錫珠
D、FLUX塗布的量太大(沒有風刀或風刀不好)
E、手浸錫時操作方法不當
F、工作環境潮濕
3、PCB板的問題
A、板面潮濕,未經完全預熱,或有水分產生
B、PCB跑氣的孔設計不合理,造成PCB與錫液間窩氣
C、PCB設計不合理,零件腳太密集造成窩氣
D、PCB貫穿孔不良
十、上錫不好,焊點不飽滿
1. FLUX的潤濕性差
2. FLUX的活性較弱
3. 潤濕或活化的溫度較低、泛圍過小
4. 使用的是雙波峰工藝,一次過錫時FLUX中的有效分已完全揮發
5. 預熱溫度過高,使活化劑提前激發活性,待過錫波時已沒活性,或活性已很弱;
6. 走板速度過慢,使預熱溫度過高 "
7. FLUX塗布的不均勻。
8. 焊盤,元器件腳氧化嚴重,造成吃錫不良
9. FLUX塗布太少;未能使pcb焊盤及元件腳完全浸潤
10. PCB設計不合理;造成元器件在PCB上的排布不合理,影響了部分元器件的上錫
十一、FLUX發泡不好
1、 FLUX的選型不對
2、 發泡管孔過大(一般來講免洗FLUX的發泡管管孔較小,樹脂FLUX的發泡管孔較大)
3、 發泡槽的發泡區域過大
4、 氣泵氣壓太低
5、 發泡管有管孔漏氣或堵塞氣孔的狀況,造成發泡不均勻
6、 稀釋劑添加過多
十二、發泡太多
1、 氣壓太高
2、 發泡區域太小
3、 助焊槽中FLUX添加過多
4、 未及時添加稀釋劑,造成FLUX濃度過高
十三、FLUX變色
(有些無透明的FLUX中添加了少許感光型添加劑,此類添
加劑遇光後變色,但不影響FLUX的焊接效果及性能)
十四、PCB阻焊膜脫落、剝離或起泡
1、 80%以上的原因是PCB製造過程中出的問題
A、清洗不乾淨
B、劣質阻焊膜、
C、PCB板材與阻焊膜不匹配
D、鑽孔中有髒東西進入阻焊膜
E、熱風整平時過錫次數太多
2、FLUX中的一些添加劑能夠破壞阻焊膜
3、錫液溫度或預熱溫度過高
4、焊接時次數過多
5、手浸錫操作時,PCB在錫液表面停留時間過長
十五、高頻下電信號改變
1、FLUX的絕緣電阻低,絕緣性不好
2、殘留不均勻,絕緣電阻分布不均勻,在電路上能夠形成電容或電阻。
3、FLUX的水萃取率不合格
4、以上問題用於清洗工藝時可能不會發生(或通過清洗可解決此狀況)
避免缺陷
隨著目前元器件變得越來越小而PCB越來越密,在焊點之間發生橋連和短路的可能性也因此有所增加。但已有了一些行之有效的方法可用來解決這種問題,其中一種方法是採用風刀技術。這是在PCB離開波峰時用一個風刀向熔化的焊點吹出一束熱空氣或氮氣,這種和PCB一樣寬的風刀可以在整個PCB寬度上進行完全質量檢查,消除橋連或短路並減少運行成本。還有可能發生的其它缺陷包括虛焊或漏焊,也稱為開路,如果助焊劑沒有塗在PCB上時就會形成。如果助焊劑不夠或預熱階段運行不正確的話則會造成頂面浸潤不良。儘管焊接橋連或短路可在焊後測試時發現,但要知道虛焊會在焊後的質量檢查時測試合格,而在以後的使用中出現問題。使用中出現問題會嚴重影響制定的最低利潤指標,不僅僅是因為作現場更換時會產生的費用,而且由於客戶發現到了質量問題,因而對今後的銷售也會有影響。在波峰焊接階段,PCB必須要浸入波峰中將焊料塗敷在焊點上,因此波峰的高度控制就是一個很重要的參數。可以在波峰上附加一個閉環控制使波峰的高度保持不變,將一個感應器安裝在波峰上面的傳送鏈導軌上,測量波峰相對於PCB的高度,然後用加快或降低錫泵速度來保持正確的浸錫高度。錫渣的堆積對波峰焊接是有害的。如果在錫槽里聚集有錫渣,則錫渣進入波峰裡面的可能性會增加。可以通過設計錫泵系統來避免這種問題,使其從錫槽的底部而不是錫渣聚集的頂部抽取錫。採用惰性氣體也可減少錫渣並節省費用。
惰性焊接
氮氣焊接可以減少錫渣節省成本,但是用戶必須要承擔氮氣的費用以及輸送系統的先期投資。通常需要折衷考慮上述兩個方面的因素,因此必須確定減少維護以及由於焊點浸潤更好因而缺陷率降低所節省下來的成本。另外也可以採用低殘餘物工藝,此時會有一些助焊劑殘餘物留在板子上,而根據產品或客戶的要求這些殘餘物是可以接受的。像契約製造商這樣的用戶對於所焊接的產品設計不會有一個總的控制,因此他們要尋求更寬的工藝範圍,這可以通過採用有腐蝕性的助焊劑然後進行清洗的方法來達到。雖然會有一個初始設備投資,但在大多數情況下這是一個成本最低的方法,因為從生產線下來的都是高質量而又無需返工的產品生產率
許多用戶使用自動化線上式設備一周七天地進行製造和組裝。因此,生產率的問題比以前更為重要,所有設備都必須要有儘可能高的正常運行時間。在選擇波峰焊設備時,必須要考慮各個系統的MTBF(平均無故障時間)及其MTTR(平均修理時間)。如果一個系統採用了可以抬起的面板、可折起的後門以及完全操縱台式檢修門而具有較高的易維護性,就可達到較低的MTTR。類似地,考慮一下減少焊錫模組的維護和減少助焊劑塗敷裝置的維護也可以取得較短的維護時間。焊接方法
波峰焊方法或工藝的採用取決於產品的複雜程度以及產量,如果要做複雜的產品以及產量很高,可以考慮用氮氣工藝比如CoN▼2▼Tour波峰來減少錫渣並提高焊點的浸潤性。如果使用一台中型的機器,其工藝可以分為氮氣工藝和空氣工藝。用戶仍然可以在空氣環境下處理複雜的板子,在這種情況下,可根據客戶的要求使用腐蝕性助焊劑,在焊接後再進行清洗,或者使用低固態助焊劑。橋接技術
在各種機器類型里,還有很多先進的補充選項。比如SpeedlineELECTROVERT提供了一個獲得專利的熱風刀去橋接技術,用來去除橋接以及做焊點的無損受力測試。風刀位於焊槽的出口處,以與水平呈40°到90°的角度向焊點射出0.4572mm窄的熱風。它可以使所有在第一次由於留有空氣使得焊接不夠好的穿孔焊點重新填注焊錫,而不會影響到正常的焊點。但是必須要注意,要使焊點質量得到顯著的提升,並不需要在波峰焊設備上設定更多的選項。而且對所有生產設備而言,檢查每個工程數據的真實準確性也是很重要的,最好的方法是在購買前用機器先運行一下板子。雙波峰焊系統
最初在市場上出現的提供表面貼裝元件密集間隙焊接的設備之一是雙波峰焊系統。雙波峰系統能產生兩個波峰:湍流波和平滑(或層流)波,如圖圖所示。
波峰焊原理及波峰焊結構:
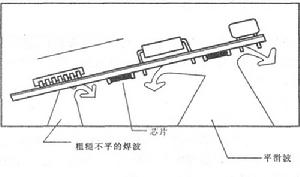 表面貼裝用的雙波峰系統示意圖
表面貼裝用的雙波峰系統示意圖在雙波峰系統中,波的湍流部分防止漏焊,它保證穿過電路板的焊料分布適當。焊料以較高速通過狹縫滲入,從而透人窄小間隙。噴射方向與電路板進行方向相同。單就湍流波本身並不能適當焊接元件,它給焊點上留下不平整和過剩的焊料,因此需要第二個波。
第二層流波或平滑波消除了由第一個湍流波產生的毛刺和焊橋。層流波實際上與傳統的通孔插裝組件使用的波一樣。因此,當傳統組件在一台機器上焊接時,就可以把湍流波關掉,用層流波對傳統組件進行焊接。
現在市面上套用最普遍的雙峰系統,其湍流波往復運動,焊料從噴嘴而不是從一個狹長的縫中噴射。運動著的噴嘴在防止漏焊方面比狹縫更有效,因為它不僅產生湍流,而且具有清洗作用。
採用何種波峰焊接方法
波峰焊方法或工藝的採用取決於產品的複雜程度以及產量,如果要做複雜的產品以及產量很高,可以考慮用氮氣工藝比如CoN▼2▼Tour波峰來減少錫渣並提高焊點的浸潤性。如果使用一台中型的機器,其功藝可以分為氮氣工藝和空氣工藝。用戶仍然可以在空氣環境下處理複雜的板子,在這種情況下,可根據客戶的要求使用腐蝕性助焊劑,在焊接後再進行清洗,或者使用低固態助焊劑。
波峰焊的新時代
 波峰焊
波峰焊儘管對無鉛焊接在科技上的需要尚有爭議,消費者和立法機構對無鉛產品的要求卻是明確的。無鉛焊料的主要缺點是比傳統錫-鉛焊料成本較高,但是不管喜歡不喜歡,顯然製造商在其全部生產中都不得不採用無鉛工藝。畢竟降低成本的方法總是存在的。
適應無鉛焊興起的工藝技術
以下四種工藝技術形成了經濟上緊密結合的幾個方面,由此可節省無鉛焊的成本:
1.焊料回收再生。採用焊料回收再生系統能最大限度地節省成本。在焊接作業期間,多達75% (取決於泵的設計)的焊料會氧化變成浮渣,浮渣的主要成份是純焊料.
以前人們認為殘渣和浮渣並不重要。販賣金屬的商人僅用很低的價格就收購了這種無用的浮渣,然後很容易地就對浮渣進行了處理,從中提取了焊料,再銷售出去。但是現在,製造商能自己處理浮渣,從而減少了焊料的消耗,獲得經濟上的好處。從經濟上考慮,這種省錢的工序不可忽視。
2.無鉛工藝的控制。人們採用更昂貴的焊料,自然是期望焊接缺陷更少。引起焊接缺陷(如橋接、拉尖和不充足的頂面焊縫)的主要原因之一是印製電路板(PCB)組件在預熱階段加熱不足。但是,過猶不足,加熱過度和加熱不足一樣糟,對於無鉛工藝來說更其如此。事實上,在無鉛套用中預熱要求更加嚴格,因為它要求更高的溫度:有些無鉛焊料熔化溫度接近700℉。
3.預熱器的類型。波峰焊設備製造商採用不同類型的加熱方法:石英燈,紅外(IR)管和Calrod陶瓷組件,全部在高溫工作(1300至2000℉),以便使PCB在進入波峰之前其頂面達到190至240℉的最佳溫度。顯然,這么高的Δt,使能量利用率很低。而且,組件不可能吸收由這些熱源發射出的那么多的熱量。採用這么高溫的熱源試圖使PCB表面達到相對較低的溫度,這就大大增加了焊劑過燒的可能性。
相反,採用低瓦特緻密黑體IR加熱板是最有效加熱PCB的方法。這些加熱部件發射長波長的IR,很容易被PCB吸收。因此,在熱源和PCB之間的Δt比石英燈和紅外管等加熱組件產生的Δt小得多。
4.預熱器的設計。大多數波峰焊機裝有配置不同的預熱器。但是,用於預熱系統的最佳設計應該包括多於一種類型的加熱器,例如,在底部的黑體IR加熱板和上面的強力空氣對流加熱器相組合的系統。
預熱器的物理設計是均勻和逐漸加熱印板的另一大影響因素。比如,如果預熱器的末端和波峰的開始部位之間存在縫隙,就會導致印板冷卻。同樣,印板在傳送機構上運行時,它和熱源之間的距離對於印板加熱過程也有重要影響。理想的設計是,當印板臨近波峰時應當更加接近熱源。另外,由於無鉛焊料將隨著PCB進入波峰浴而處於較高溫度,人們自然期望最有效的預熱系統能在連續生產以滿足大量生產要求時,使缺陷及返修和重裝成本減至最低。
波峰焊錫作業中問題點與改善方法
 波峰焊高溫玻璃
波峰焊高溫玻璃1.沾錫不良 POOR WETTING:
這種情況是不可接受的缺點,在焊點上只有部分沾錫.分析其原因及改善方式如下:
1-1.外界的污染物如油,脂,臘等,此類污染物通常可用溶劑清洗,此類油污有時是在印刷防焊劑時沾上的.
1-2.SILICON OIL 通常用於脫模及潤滑之用,通常會在基板及零件腳上發現,而 SILICON OIL 不易清理,因之使用它要非常小心尤其是當它做抗氧化油常會發生問題,因它會蒸發沾在基板上而造成沾錫不良.
1-3.常因貯存狀況不良或基板製程上的問題發生氧化,而助焊劑無法去除時會造成沾錫不良,過二次錫或可解決此問題.
1-4.沾助焊劑方式不正確,造成原因為發泡氣壓不穩定或不足,致使泡沫高度不穩或不均勻而使基板部分沒有沾到助焊劑.
1-5.吃錫時間不足或錫溫不足會造成沾錫不良,因為熔錫需要足夠的溫度及時間WETTING,通常焊錫溫度應高於熔點溫度50℃至80℃之間,沾錫總時間約3秒.
2.局部沾錫不良 DE WETTING:
此一情形與沾錫不良相似,不同的是局部沾錫不良不會露出銅箔面,只有薄薄的一層錫無法形成飽滿的焊點.
3.冷焊或焊點不亮 COLD SOLDER OR DISTURRED SOLDER JOINTS:
焊點看似碎裂,不平,大部分原因是零件在焊錫正要冷卻形成焊點時振動而造成,注意錫爐輸送是否有異常振動.
4.焊點破裂 CRACKS IN SOLDER FILLET:
此一情形通常是焊錫,基板,導通孔,及零件腳之間膨脹係數,未配合而造成,應在基板材質,零件材料及設計上去改善.
5.焊點錫量太大 EXCES SOLDER:
通常在評定一個焊點,希望能又大又圓又胖的焊點,但事實上過大的焊點對導電性及抗拉強度未必有所幫助.
5-1.錫爐輸送角度不正確會造成焊點過大,傾斜角度由1到7度依基板設計方式?;整,一般角度約3.5度角,角度越大沾錫越薄角度越小沾錫越厚.
5-2.提高錫槽溫度,加長焊錫時間,使多餘的錫再回流到錫槽.
5-3.提高預熱溫度,可減少基板沾錫所需熱量,曾加助焊效果.
5-4.改變助焊劑比重,略為降低助焊劑比重,通常比重越高吃錫越厚也越易短路,比重越低吃錫越薄但越易造成錫橋,錫尖.
6.錫尖 (冰柱) ICICLING:
此一問題通常發生在DIP或WIVE的焊接製程上,在零件腳頂端或焊點上發現有冰尖般的錫.
6-1.基板的可焊性差,此一問題通常伴隨著沾錫不良,此問題應由基板可焊性去探討,可試由提升助焊劑比重來改善.
6-2.基板上金道(PAD)面積過大,可用綠(防焊)漆線將金道分隔來改善,原則上用綠(防焊)漆線在大金道面分隔成5mm乘10mm區塊.
6-3.錫槽溫度不足沾錫時間太短,可用提高錫槽溫度加長焊錫時間,使多餘的錫再回流到錫槽來改善.
6-4.出波峰後之冷卻風流角度不對,不可朝錫槽方向吹,會造成錫點急速,多餘焊錫無法受重力與內聚力拉回錫槽.
6-5.手焊時產生錫尖,通常為烙鐵溫度太低,致焊錫溫度不足無法立即因內聚力回縮形成焊點,改用較大瓦特數烙鐵,加長烙鐵在被焊對象的預熱時間.
7.防焊綠漆上留有殘錫 SOLDER webbing:
7-1.基板製作時殘留有某些與助焊劑不能兼容的物質,在過熱之,後餪化產生黏性黏著焊錫形成錫絲,可用丙酮(*已被蒙特婁公約禁用之化學溶劑),,氯化烯類等溶劑來清洗,若清洗後還是無法改善,則有基板層材CURING不正確的可能,本項事故應及時回饋基板供貨商.
7-2.不正確的基板CURING會造成此一現象,可在外掛程式前先行烘烤120℃二小時,本項事故應及時回饋基板供貨商.
7-3.錫渣被PUMP打入錫槽內再噴流出來而造成基板面沾上錫渣,此一問題較為單純良好的錫爐維護,錫槽正確的錫面高度(一般正常狀況當錫槽不噴流靜止時錫面離錫槽邊緣10mm高度)
8.白色殘留物 WHITE RESIDUE:
在焊接或溶劑清洗過後發現有白色殘留物在基板上,通常是松香的殘留物,這類物質不會影響表面電阻質,但客戶不接受.
8-1.助焊劑通常是此問題主要原因,有時改用另一種助焊劑即可改善,松香類助焊劑常在清洗時產生白班,此時最好的方式是尋求助焊劑供貨商的協助,產品是他們供應他們較專業.
8-2.基板製作過程中殘留雜質,在長期儲存下亦會產生白斑,可用助焊劑或溶劑清洗即可.
8-3.不正確的CURING亦會造成白班,通常是某一批量單獨產生,應及時回饋基板供貨商並使用助焊劑或溶劑清洗即可.
8-4.廠內使用之助焊劑與基板氧化保護層不兼容,均發生在新的基板供貨商,或更改助焊劑廠牌時發生,應請供貨商協助.
8-5.因基板製程中所使用之溶劑使基板材質變化,尤其是在鍍鎳過程中的溶液常會造成此問題,建議儲存時間越短越好.
8-6.助焊劑使用過久老化,暴露在空氣中吸收水氣劣化,建議更新助焊劑(通常發泡式助焊劑應每周更新,浸泡式助焊劑每兩周更新,噴霧式每月更新即可).
8-7.使用松香型助焊劑,過完焊錫爐候停放時間太九才清洗,導致引起白班,儘量縮短焊錫與清洗的時間即可改善.
8-8.清洗基板的溶劑水分含量過高,降低清洗能力並產生白班.應更新溶劑.
9.深色殘餘物及浸蝕痕跡 DARK RESIDUES AND ETCH MARKS:
通常黑色殘餘物均發生在焊點的底部或頂端,此問題通常是不正確的使用助焊劑或清洗造成.
9-1.松香型助焊劑焊接後未立即清洗,留下黑褐色殘留物,儘量提前清洗即可.
9-2.酸性助焊劑留在焊點上造成黑色腐蝕顏色,且無法清洗,此現象在手焊中常發現,改用較弱之助焊劑並儘快清洗.
9-3.有機類助焊劑在較高溫度下燒焦而產生黑班,確認錫槽溫度,改用較可耐高溫的助焊劑即可.
 波峰焊治具
波峰焊治具綠色通常是腐蝕造成,特別是電子產品但是並非完全如此,因為很難分辨到底是綠銹或是其它化學產品,但通常來說發現綠色物質應為警訊,必須立刻查明原因,尤其是此種綠色物質會越來越大,應非常注意,通常可用清洗來改善.
10-1.腐蝕的問題通常發生在裸銅面或含銅合金上,使用非松香性助焊劑,這種腐蝕物質內含銅離子因此呈綠色,當發現此綠色腐蝕物,即可證明是在使用非松香助焊劑後未正確清洗.
10-2.COPPER ABIETATES 是氧化銅與 ABIETIC ACID (松香主要成分)的化合物,此一物質是綠色但絕不是腐蝕物且具有高絕緣性,不影影響品質但客戶不會同意應清洗.
10-3.PRESULFATE 的殘餘物或基板製作上類似殘餘物,在焊錫後會產生綠色殘餘物,應要求基板製作廠在基板製作清洗後再做清潔度測試,以確保基板清潔度的品質.
11.白色腐蝕物
第八項談的是白色殘留物是指基板上白色殘留物,而本項目談的是零件腳及金屬上的白色腐蝕物,尤其是含鉛成分較多的金屬上較易生成此類殘餘物,主要是因為氯離子易與鉛形成氯化鉛,再與二氧化碳形成碳酸鉛(白色腐蝕物).
在使用松香類助焊劑時,因松香不溶於水會將含氯活性劑包著不致腐蝕,但如使用不當溶劑,只能清洗松香無法去除含氯離子,如此一來反而加速腐蝕.
12.針孔及氣孔 PINHOLDS AND BLOWHOLES:
針孔與氣孔之區別,針孔是在焊點上發現一小孔,氣孔則是焊點上較大孔可看到內部,針孔內部通常是空的,氣孔則是內部空氣完全噴出而造成之大孔,其形成原因是焊錫在氣體尚未完全排除即已凝固,而形成此問題.
12-1.有機污染物:基板與零件腳都可能產生氣體而造成針孔或氣孔,其污染源可能來自自動植件機或儲存狀況不佳造成,此問題較為簡單只要用溶劑清洗即可,但如發現污染物為SILICONOIL 因其不容易被溶劑清洗,故在製程中應考慮其它代用品.
12-2.基板有濕氣:如使用較便宜的基板材質,或使用較粗糙的鑽孔方式,在貫孔處容易吸收濕氣,焊錫過程中受到高熱蒸發出來而造成,解決方法是放在烤箱中120℃烤二小時.
12-3.電鍍溶液中的光亮劑:使用大量光亮劑電鍍時,光亮劑常與金同時沉積,遇到高溫則揮發而造成,特別是鍍金時,改用含光亮劑較少的電鍍液,當然這要回饋到供貨商.
13.TRAPPED OIL:
氧化防止油被打入錫槽內經噴流湧出而機污染基板,此問題應為錫槽焊錫液面過低,錫槽內追加焊錫即可改善.
14.焊點灰暗 :
此現象分為二種(1)焊錫過後一段時間,(約半載至一年)焊點顏色轉暗.
(2)經製造出來的成品焊點即是灰暗的.
14-1.焊錫內雜質:必須每三個月定期檢驗焊錫內的金屬成分.
14-2.助焊劑在熱的表面上亦會產生某種程度的灰暗色,如RA及有機酸類助焊劑留在焊點上過久也會造成輕微的腐蝕而呈灰暗色,在焊接後立刻清洗應可改善.
某些無機酸類的助焊劑會造成 ZINC OXYCHLORIDE 可用 1% 的鹽酸清洗再水洗.
14-3.在焊錫合金中,錫含量低者(如40/60焊錫)焊點亦較灰暗.
15.焊點表面粗糙:
焊點表面呈砂狀突出表面,而焊點整體形狀不改變.
15-1.金屬雜質的結晶:必須每三個月定期檢驗焊錫內的金屬成分
15-2.錫渣:錫渣被PUMP打入錫槽內經噴流湧出因錫內含有錫渣而使焊點表面有砂狀突出,應為錫槽焊錫液面過低,錫槽內追加焊錫並應清理錫槽及PUMP即可改善.
15-3.外來物質:如毛邊,絕緣材等藏在零件腳,亦會產生粗糙表面
16.黃色焊點 :
系因焊錫溫度過高造成,立即查看錫溫及溫控器是否故障.
17.短路BRIDGING:
過大的焊點造成兩焊點相接.
17-1.基板吃錫時間不夠,預熱不足,?#123;整錫爐即可.
17-2.助焊劑不良:助焊劑比重不當,劣化等.
17-3.基板進行方向與錫波配合不良,更改吃錫方向.
17-4.線路設計不良:線路或接點間太過接近(應有0.6mm以上間距);如為排列式焊點或IC
,則應考慮盜錫焊墊,或使用文字白漆予以區隔,此時之白漆厚度需為2倍焊墊(金道)厚度以上.
17-5.被污染的錫或積聚過多的氧化物被PUMP帶上造成短路應清理錫爐或更進一步全部更新錫槽內的焊錫.
機器選擇
根據價格和產量,波峰焊機大致可以分為三類。40,000到55,000美元可以買到一台入門級、低或中等產量的立式機器。雖然還有更便宜的台式機型,但這些只適合於用在研究開發或製作樣機的場合,因為對於要適應製造商對增長的需求而言,它們都不夠經用。典型的這類機器其傳送帶輸出速度約為0.8米/分鐘到1米/分鐘,採用發泡式或噴霧式助焊劑塗敷設備。可能沒有對流式預熱裝置,但是大多數供應商會提供兼有單波和雙波性能的機器。
48,000到80,000美元可以買到一台中等產量的機器,預熱區約為1.22米到1.83米,生產速度約為1.2米/分鐘到1.5米/分鐘。除了將雙波峰作為標準配置外,同時還提供有更多先進的配置,比如惰性氣體環境等。
在高端市場,用95,000到190,000美元可以買到高產量的機器,能每天運行24小時並只需很少的人工干預。一般採用1.83米到2.44米的預熱長度,可以得到2米/分鐘或更高的產量。它同時還包括很多先進的特性,比如統計過程控制和遠距離監測裝置,以及在同一機器內既有噴霧式、發泡式又有波峰式助焊劑塗敷系統,另外可能還有三波峰性能。
新時代
儘管出現了表面貼裝元器件,但專為處理通孔元件而開發的波峰焊仍然富有生命力,並且還是各類生產線的關鍵部分。儘管對無鉛焊接在科技上的需要尚有爭議,消費者和立法機構對無鉛產品的要求卻是明確的。無鉛焊料的主要缺點是比傳統錫-鉛焊料成本較高,但是不管喜歡不喜歡,顯然製造商在其全部生產中都不得不採用無鉛工藝。畢竟降低成本的方法總是存在的。適應無鉛焊興起的工藝技術
以下四種工藝技術形成了經濟上緊密結合的幾個方面,由此可節省無鉛焊的成本:
⒈焊料回收再生。採用焊料回收再生系統能最大限度地節省成本。在焊接作業期間,多達75%(取決於泵的設計)的焊料會氧化變成浮渣,浮渣的主要成份是純焊料.
以前人們認為殘渣和浮渣並不重要。販賣金屬的商人僅用很低的價格就收購了這種無用的浮渣,然後很容易地就對浮渣進行了處理,從中提取了焊料,再銷售出去。但是現在,製造商能自己處理浮渣,從而減少了焊料的消耗,獲得經濟上的好處。從經濟上考慮,這種省錢的工序不可忽視。
⒉無鉛工藝的控制。人們採用更昂貴的焊料,自然是期望焊接缺陷更少。引起焊接缺陷(如橋接、拉尖和不充足的頂面焊縫)的主要原因之一是印製電路板(PCB)組件在預熱階段加熱不足。但是,過猶不足,加熱過度和加熱不足一樣糟,對於無鉛工藝來說更其如此。事實上,在無鉛套用中預熱要求更加嚴格,因為它要求更高的溫度:有些無鉛焊料熔化溫度接近700℉。
⒊預熱器的類型。波峰焊設備製造商採用不同類型的加熱方法:石英燈,紅外(IR)管和Calrod陶瓷組件,全部在高溫工作(1300至2000℉),以便使PCB在進入波峰之前其頂面達到190至240℉的最佳溫度。顯然,這么高的Δt,使能量利用率很低。而且,組件不可能吸收由這些熱源發射出的那么多的熱量。採用這么高溫的熱源試圖使PCB表面達到相對較低的溫度,這就大大增加了焊劑過燒的可能性。
相反,採用低瓦特緻密黑體IR加熱板是最有效加熱PCB的方法。這些加熱部件發射長波長的IR,很容易被PCB吸收。因此,在熱源和PCB之間的Δt比石英燈和紅外管等加熱組件產生的Δt小得多。
⒋預熱器的設計。大多數波峰焊機裝有配置不同的預熱器。但是,用於預熱系統的最佳設計應該包括多於一種類型的加熱器,例如,在底部的黑體IR加熱板和上面的強力空氣對流加熱器相組合的系統。
預熱器的物理設計是均勻和逐漸加熱印板的另一大影響因素。比如,如果預熱器的末端和波峰的開始部位之間存在縫隙,就會導致印板冷卻。同樣,印板在傳送機構上運行時,它和熱源之間的距離對於印板加熱過程也有重要影響。理想的設計是,當印板臨近波峰時應當更加接近熱源。另外,由於無鉛焊料將隨著PCB進入波峰浴而處於較高溫度,人們自然期望最有效的預熱系統能在連續生產以滿足大量生產要求時,使缺陷及返修和重裝成本減至最低。
未來趨勢
多樣化的波峰焊無鉛波峰焊機新技術發展趨勢無鉛波峰焊機波峰焊數位化、網路化發展的方向越來越明確清晰,這個變化,對用戶帶來的直接影響就是拉近了用戶端和波峰焊前端的距離感,無鉛波峰焊機技術、物聯網技術和雲計算技術的結合將引領整個無鉛波峰焊機行業的發展。IP浪潮無一避免,軟體革命改變世界,IP與軟體也正在快速改變著傳統的無鉛波峰焊機行業。本文對無鉛波峰焊機行業無鉛波峰焊機面對新的技術和套用需求這樣的大背景下,所產生的發展趨勢以及自身發展的要求做一簡要分析。
事實上,隨著IP技術和視頻管理軟體平台的快速套用,傳統的無鉛波峰焊機行業尤其是以模擬攝像機加DVR,或者網路攝像機加NVR的傳統架構下的產品和解決方案正發生著巨大的變革。新的技術變革,不僅僅快速提升了傳統無鉛波峰焊機的質量如更高的像素、更寬的波峰焊範圍,更高的解析度等,而且也在創造了新的套用,並擴展了傳統的無鉛波峰焊機行業的範圍。
不過隨著新技術日新月異的更新換代,以及行業之間的壁壘的消除,尤其是無鉛波峰焊機與IT技術、與通信技術、與網路技術等的融合,整體無鉛波峰焊機無鉛波峰焊機也發生著巨大的變化,對原有無鉛波峰焊機行業的廠家提出了更高的要求,新的廠家尤其是在IT技術諸如網路、雲計算等方面有著天然優勢的廠家的進入,在這樣的新技術發展趨勢和套用需求下,將一方面推動無鉛波峰焊機在套用、技術、產品和解決方案的更新換代,另外一方面在無鉛波峰焊機新發展的浪潮中覓得新的發展良機。
眾所周知,網路化、高清化、智慧型化是近幾年無鉛波峰焊機發展主要的三大趨勢。整體無鉛波峰焊機行業的發展,無論是在套用上如智慧型交通、平安城市、銀行系統、公檢法系統、其他專業行業系統,甚至民用系統如社區、樓宇等,還是在技術發展,諸如百萬像素、HD-SDI、編碼技術、錄像存儲技術、視頻的智慧型分析、VMS視頻管理系統等也基本上以此趨勢為主要演進的方向.
電子信息工程
| 電子信息工程,就是將信息(文字的、聲音的、圖像的、甚至於,在將來,感覺的,味道的,心理的)運用電子方式來轉化、保存、傳遞的一系列設施以及涉及到的種種技術的綜合。電子信息工程就是資訊時代的基礎設施。網際網路、固定電話網、行動電話網等等,是日常熟悉的電子信息工程。電子信息工程是理工兼備,傾向於工科,也就是技術和實際操作的技能。 |
