
渦流檢驗
利用電磁場同金屬間電磁感應進行檢測的方法,是金屬材料無損檢驗基本方法之一。電磁感應對許多試驗參數是敏感的,所以渦流檢測法是一種多用途的檢測法,但測量數據亦同時受到各種“干擾因素”的影響,因此必須在充分地利用有用信息和更有效地抑制干擾信息的條件下,才能使檢測結果準確可靠。渦流檢驗法在工業上的套用始於第二次世界大戰前的德國。各個時期研究工作的發展主要表現在電磁信號的分析和處理上。
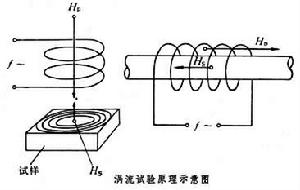
如圖所示,當載有交變電流的試驗線圈靠近金屬時,線圈產生的磁場(原磁場HP)在金屬表面感應產生渦流,渦流及其磁場(反作用磁場Hs)同金屬材料的電導率、磁導率、裂紋、幾何形狀和尺寸等有關,從而可以得知金屬材料(或零件)的幾何尺寸、裂紋以及與材料電導率、磁導率等有關的參量。按照探測線圈同金屬材料間的電磁耦合方式不同,渦流檢驗法可分為放置(探頭)式線圈法和穿過(通過)式線圈法。
 渦流檢驗
渦流檢驗電磁感應信息通常用電錶、陰極射線示波器顯示,也可套用數字顯示或信息存儲技術。為了實現檢驗自動化,還配合使用某些專用記錄方式、電子分選裝置和電子計算機等設備。
渦流檢驗法適用於小直徑金屬管材、棒材、絲材的表面和近表面裂紋檢查(例如對奧氏體薄壁無縫鋼管,可檢出深度為管壁厚度 5%左右的縱長裂紋,對直徑為200μm的鎢絲可檢出深度為20μm左右的縱長裂紋);成批生產零件的質量控制(如螺釘、螺帽、滾針、閥門、彈簧等的合金成分、熱處理狀態、力學性能、外形尺寸等);金屬薄板、箔和金屬表面防護層的厚度檢測;飛機發動機外場維修時疲勞裂紋檢查等。
渦流檢驗法的優點是無需破壞或接觸試件,不用耦合劑,可獲得裂紋深度的參考數據,能檢出油漆層或金屬蒙皮下金屬構件的表面裂紋,檢測速度快,便於自動化等。渦流檢驗法的缺點是不能用於非導電材料,對試樣材質、形狀和尺寸敏感,某些干擾因素不能同時排除,僅適於金屬表面層的檢查和分析,需要參考標準,設備和探頭無通用性等。
