
定義
減速電機是指減速機和電機(馬達)的集成體。這種集成體通常也可稱為齒輪馬達或齒輪電機。
 減速電機
減速電機通常由專業的減速機生產廠進行集成組裝好後成套供貨。減速電機廣泛套用於鋼鐵行業、機械行業等。使用減速電機的優點是簡化設計、節省空間。第二次世界大戰後,軍事電子裝備的迅速發展促進了美國、蘇聯等國家微型減速電機,直流減速電機的開發和生產。隨著減速電機行業的不斷發展,越來越多的行業和企業運用到了減速電機,也有一批企業進入到了減速電機行業。當前,在世界微型減速電機,直流減速電機市場上,德、法、英、美、中、韓等國保持領先水平。中國微型減速電機,直流減速電機產業創建於20世紀50年代,從為滿足武器裝備配套需要開始,歷經仿製、自行設計、研究開發、規模製造階段,已形成產品開發、規模化生產、關鍵零部件、關鍵材料、專用製造設備、測試儀器等配套完整、國際化程度不斷提高的產業體系。
概述
1、減速電機結合國際技術要求製造,具有很高的科技含量。
2、節省空間,可靠耐用,承受過載能力高,功率可達95KW以上。
3、能耗低,性能優越,減速機效率高達95%以上。
4、振動小,噪音低,節能高,選用優質鍛鋼材料,鋼性鑄鐵箱體,齒輪表面經過高頻熱處理。
5、經過精密加工,確保軸平行度和定位精度,這一切構成了齒輪傳動總成的齒輪減速電機配置了各類電機,形成了機電一體化,完全保證了產品使用質量特徵。
6、產品採用了系列化、模組化的設計思想,有廣泛的適應性,本系列產品有極其多的電機組合、安裝位置和結構方案,可按實際需要選擇任意轉速和各種結構形式。
安裝布置
減速電機的特點是效率及可靠性高,工作壽命長,維護簡便,套用廣泛等。它的級數可分為單級、兩級和三級齒輪減速電機,安裝布置方式主要有展開式、同軸式和分流式。
1、兩級圓柱減速電機展開式裡面,齒輪相對於支承位置不對稱,當軸產生彎扭變形時,載荷在齒寬分布不均勻,因此軸應設計的具有較大剛度,並使得齒輪遠離輸入端或輸出端。
2、兩級圓柱減速電機的分流式的特點:分流式減速電機的外伸軸位置可由任意一邊伸出,便於進行機器的總體配置,分流級的齒輪均加工成斜齒,一邊右鏇,一邊左鏇,以抵消軸向力。應使其中的一根軸能做稍許軸向遊動,以免卡死齒輪。
3、 同軸式減速電機的特點:徑向尺寸緊湊,但軸向尺寸較大。由於中間軸較大,軸在受載時的擾曲較大,因此沿齒寬上的載荷集中現象較嚴重。同時由於兩級齒輪的中心必須一致,所以高速級齒輪的承載能力難以充分利用,而且位於減速電機中間部分的軸承潤滑也比較困難。減速電機的輸入端和輸出端位於同一軸線的兩端,給傳動裝置的總體配置帶來限制。
分類
1、大功率齒輪減速電機
2、同軸式斜齒輪減速電機
3、平行軸斜齒輪減速電機
4、螺鏇錐齒輪減速電機
5、YCJ系列齒輪減速電機
6、直流減速電機
7、擺線針輪減速電機
8、諧波齒輪減速電機
9、三環減速電機
10、 行星摩擦式機械無級變速電機
11、蝸輪蝸桿減速電機
12、行星齒輪減速機
13、錐齒輪減速電機
14、立式齒輪減速電機
15、臥式齒輪減速電機
減速電機廣泛套用於冶金、礦山、起重、運輸、水泥、建築、化工、紡織、印染、製藥、醫療、美容、保健按摩、辦公用品等各種通用機械設備的減速傳動機構。
內部剖面
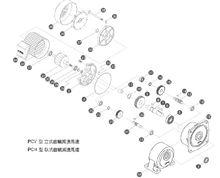 減速電機撲面圖
減速電機撲面圖| 序號 | 零件名稱 | 序號 | 零件名稱 | 序號 | 零件名稱 |
| 1A | 臥式本體 | 14 | 三段小齒軸鍵 | 28 | 波浪彈簧 |
| 1B | 立式本體 | 15 | 二段大齒輪 | 29 | 馬達培林 |
| 2 | 馬達前蓋 | 16 | C-扣環 | 30 | 馬達齒軸 |
| 3 | O型環 | 17 | 三段齒輪培林 | 31 | 轉子 |
| 4 | 出力軸油封 | 18 | 二段齒輪培林 | 32 | 馬達軸培林 |
| 5 | 出力軸培林 | 19 | 二段小齒軸 | 33 | 線圈總成 |
| 6 | 出力軸鍵 | 20 | 二段小齒軸鍵 | 34 | 鋁接線盒 |
| 7 | 出力軸 | 21 | 一段大齒輪 | 35 | 馬達後蓋 |
| 8 | 三段小齒軸鍵 | 22 | C-扣環 | 36 | 風罩螺絲 |
| 9 | 三段大齒軸鍵 | 23 | 二段齒軸培林 | 37 | 後蓋油封 |
| 10 | C-扣環 | 24 | 入力側油封 | 38 | 馬達螺栓 |
| 11 | 出力軸自潤軸承 | 25 | 定位梢 | 39 | 風葉 |
| 12 | 二段齒輪培林 | 26 | O型環 | 40 | 風罩 |
| 13 | 三段小齒輪 | 27 | 內六角螺絲 |
減速電機分類
1.按電機分類主要有以下類別。
(l)交流(包括帶制動)電機:有三相交流電機(12OW一30kw)和單相交流電機(IW一1o2w)。
(2)直流(包括帶制動)電機:有電磁式(幾瓦到幾十千瓦)和永磁式(幾瓦到幾千瓦)直流電機。
(3)交(直)流伺服電機。
(4)各種控制電機和特種電機。
2.按齒輪箱傳動方式分類主要有以下類別。
(l)齒輪傳動:包括斜齒輪,蝸輪蝸桿,錐(傘)齒輪,行星齒輪。齒輪傳動是最經典的傳動,單級傳動效率高達98%以上,結構簡單,可靠性高,壽命長(設計壽命20年),功率範圍大(可達30kw)。
(2)擺線針輪:採用行星傳動原理,擺線輪與針輪嚙合,實現了多齒同時嚙合傳動,避免了斷齒的可能性。它結構緊湊,體積小,傳動比大,一級速比可達1:119,單級傳動平均效率達9O%以上。
(3)諧波傳動:是由諧波發生器產生機械波,然後通過柔性齒輪變形,產生齒間相對位移而達到傳動目的。優點為單級傳動比可達1:50,嚙合齒數多,承載能力高,體積小,質量輕,單級傳動效率達印%一9O%。但柔輪做成薄壁結構,在反覆變形狀態下工作,熱處理要求較高。目前,一般用於中、小功率的傳動,電機功率在10kw以下。
調速方法
齒輪減速電機是固定轉速的減速電機,一旦速比選定,電機選定,最後輸出轉速是固定的。但實際使用中,還有許多場合要求速度有所變化,如車床的主軸速度、各種攪拌器的攪拌軸速度、輸送不同物品時的輸送機速度等,如何調速是工程技術人員甚為關心的話題。下面把目前工程上套用的各種調速方法進行簡述。
1.有級調速變極調速是最簡單和最經濟的調速方法。但只限於中小容量(2kw以下)和起動次數不多的場合。通常只能有兩檔速度,能達到的調速比也較小(l:2一6),極限做到三檔;在某些特定的行業,如車床等,往往用帶排檔的齒輪箱進行有級調速。雖有兒檔速度,但調速範圍不大。
2.無級調速可分成機械式和電氣式。前者常見方法是在電機與齒輪箱聯結處插人機械無級調速裝置(主要有皮帶盤式、摩擦盤式)。其優點是調速平穩,結構不複雜,適用於惡劣環境;缺點是調速範圍小(一般在1:lO以內)盆皮帶和摩擦盤屬易耗件,需定期維護更換。後者是對異步電機進行串級調速、轉子電阻調速或對直流電機進行調壓調速等。
規範表
三相電壓全負載電流值
| 鈞寶電機輸出 馬力 | 50Hz-4P | 60Hz | ||||||||
| 220V | 380V | 415V | 440V | RPM | 220V | 380V | 440V | 460V | RPV | |
| 100W | 0.69 | 0.40 | 0.36 | 0.34 | 1320 | 0.6 | 0.34 | 0.30 | 0.28 | 1630 |
| 200W | 1.15 | 0.67 | 0.61 | 0.57 | 1340 | 1.1 | 0.63 | 0.55 | 0.52 | 1650 |
| 400W | 2.13 | 1.24 | 1.13 | 1.07 | 1370 | 1.9 | 1.09 | 0.95 | 0.90 | 1680 |
| 750W | 3.66 | 2.13 | 1.95 | 1.83 | 1400 | 3.4 | 1.96 | 1.70 | 1.62 | 1710 |
| 1500W | 6.58 | 3.82 | 3.49 | 3.29 | 1400 | 6.1 | 3.53 | 3.05 | 2.91 | 1720 |
| 2200W | 8.94 | 5.18 | 4.74 | 4.47 | 1430 | 8.7 | 5.03 | 4.35 | 4.16 | 1735 |
| 3700W | 13.85 | 8.03 | 7.35 | 6.93 | 1450 | 13.5 | 7.81 | 6.75 | 6.45 | 1745 |
特點
1、同軸式斜齒輪減速電機結構 緊湊,體積小,造型美觀,承受過載能力強。
2、傳動比分級精細,選擇範圍廣,轉速型譜寬,範圍i=2-28800。
3、能耗低,性能優越,減速器效率高達百分之九十六,振動小,噪音低。
4、通用性強,使用維護方便,維護成本低,特別是生產線,只需備用內部幾個傳動件即可保證整線正常生產的維修保養。
5、採用新型密封裝置,保護性能好,對環境適應性強,可在有腐蝕、潮濕等惡劣環境中連續工作。
6、本系列產品可匹配普通Y系列、Y2系列、起重電機、防暴電機、制動電機、變頻電機、直流電機、戶外型專用電機等各種電機。
範圍
減速電機廣泛適用於冶金、礦山、輕工、化工鋼鐵、水泥、印刷、製糖、食品、桷膠、醬菜、建築、起重運輸、風機等行業,並可供引進設備配套。
種類
伺服電動機
伺服電動機廣泛套用於各種控制系統中,能將輸入的電壓信號轉換為電機軸上的機械輸出量,拖動被控制元件,從而達到控制目的。
伺服電動機有直流和交流之分,最早的伺服電動機是一般的直流電動機,在控制精度不高的情況下,才採用一般的直流電機做伺服電動機。直流伺服電動機從結構上講,就是小功率的直流電動機,其勵磁多採用電樞控制和磁場控制,但通常採用電樞控制。
步進電動機
步進電動機主要套用在數控工具機製造領域,由於步進電動機不需要A/D轉換,能夠直接將數字脈衝信號轉化成為角位移,所以一直被認為是最理想的數控工具機執行元件。
除了在數控工具機上的套用,步進電機也可以用在其他的機械上,比如作為自動送料機中的馬達,作為通用的軟碟驅動器的馬達,也可以套用在印表機和繪圖儀中。
力矩電動機
力矩電動機具有低轉速和大力矩的特點。一般在紡織工業中經常使用交流力矩電動機,其工作原理和結構和單相異步電動機的相同。
磁阻電動機
開關磁阻電動機是一種新型調速電動機,結構極其簡單且堅固,成本低,調速性能優異,是傳統控制電動機強有力競爭者,具有強大的市場潛力。
無刷電動機
無刷直流電動機的機械特性和調節特性的線性度好,調速範圍廣,壽命長,維護方便噪聲小,不存在因電刷而引起的一系列問題,所以這種電動機在控制系統中有很大的套用。
直流電動機
直流電動機具有 調速性能好、起動容易、能夠載重起動等優點,直流電動機的套用仍然很廣泛,尤其在可控矽直流電源出現以後。
異步電動機
異步電動機具有結構簡單,製造、使用和維護方便,運行可靠以及質量較小,成本較低等優點。異步電動機主要廣泛套用於驅動工具機、水泵、鼓風機、壓縮機、起重卷揚設備、礦山機械、輕工機械、農副產品加工機械等大多數工農生產機械以及家用電器和醫療器械等。
在家用電器中套用比較多,例如電扇、電冰櫃、空調、吸塵器等。
同步電動機
同步電動機主要用於大型機械,如鼓風機、水泵、球磨機、壓縮機、軋鋼機以及小型、微型儀器設備或者充當控制元件。其中三相同步電動機是其主體。此外,還可以當調相機使用,向電網輸送電感性或者電容性無功功率。
常見類型
1) 蝸輪蝸桿減速機的主要特點是具有反向自鎖功能,可以有較大的減速比,輸入軸和輸出軸不在同一軸線上,也不在同一平面上。但是一般體積較大,傳動效率不高,精度不高。
2) 諧波減速電機的諧波傳動是利用柔性元件可控的彈性變形來傳遞運動和動力的,體積不大、精度很高,但缺點是柔輪壽命有限、不耐衝擊,剛性與金屬件相比較差。輸入轉速不能太高。
3) 行星減速電機其優點是結構比較緊湊,回程間隙小、精度較高,使用壽命很長,額定輸出扭矩可以做的很大。但價格略貴。減速電機一般用於低轉速大扭矩的傳動設備,把電動機.內燃機或其它高速運轉的動力通過減速電機的輸入軸上的齒數少的齒輪嚙合輸出軸上的大齒輪來達到減速的目的,普通的減速電機也會有幾對相同原理齒輪達到理想的減速效果,大小齒輪的齒數之比,就是傳動比
減速機的作用
1)降速同時提高輸出扭矩,扭矩輸出比例按電機輸出乘減速比,但要注意不能超出減速機額定扭矩。
2)降速同時降低了負載的慣量,慣量的減少為減速比的平方。大家可以看一下一般電機都有一個慣量數值。
減速箱用途
加速減速,就是常說的變速齒輪箱. 2.改變傳動方向,例如我們用兩個扇形齒輪可以將力垂直傳遞到另一個轉動軸. 3.改變轉動力矩.同等功率條件下,速度轉的越快的齒輪,軸所受的力矩越小,反之越大. 4.離合功能: 我們可以通過分開兩個原本嚙合的齒輪,達到把發動機與負載分開的目的.比如剎車離合器等. 5.分配動力.例如我們可以用一台發動機,通過齒輪箱主軸帶動多個從軸,從而實現一台發動機帶動多個負載的功能. 齒輪箱的工作原理: 齒輪箱是用來變速的,減速箱或者減速電機多是通過齒輪變速,原理一說白了就是一個大齒輪帶小齒輪或小齒輪帶大齒輪 從上面介紹可以看出:減速電機變比一旦選好速比,就不能改變, 減速箱可以變速和改變傳動方向.
1.加速減速,就是常說的變速齒輪箱. 2.改變傳動方向,例如我們用兩個扇形齒輪可以將力垂直傳遞到另一個轉動軸. 3.改變轉動力矩.同等功率條件下,速度轉的越快的齒輪,軸所受的力矩越小,反之越大. 4.離合功能: 我們可以通過分開兩個原本嚙合的齒輪,達到把發動機與負載分開的目的.比如剎車離合器等. 5.分配動力.例如我們可以用一台發動機,通過齒輪箱主軸帶動多個從軸,從而實現一台發動機帶動多個負載的功能. 齒輪箱的工作原理: 齒輪箱是用來變速的,減速箱或者減速電機多是通過齒輪變速,原理一說白了就是一個大齒輪帶小齒輪或小齒輪帶大齒輪 從上面介紹可以看出:減速電機變比一旦選好速比,就不能改變, 減速箱可以變速和改變傳動方向.
發展方向
國內減速電機產品製造商多為中小企業, 甚至是微型企業。外形仿照國外產品, 安裝尺寸與國外產品相同, 內部結構參數自行設計, 整機性能參差不齊。由於跨國公司的技術標準, 自成體系, 仿照來的產品設計則是五花八門。這就要求國內眾多減速電機製造商提高核心競爭力, 推行產品模組化設計 。對減速電機產品模組化設計提出以下建議:
(1)堅持執行與國際同步的技術標準。 由於多年來仿照設計的實踐, 國內的設計人員已基本形成約定俗成的技術標準。如箱體用高強度鑄件積木式組合設計, 數控加工中心鏜孔; 齒輪用優質合金鋼鍛件, 切齒後滲碳淬火磨齒,精度達ISO 1328的6級(圓柱齒輪)或AGMA390.03的10級(圓錐齒輪); 出軸用優質合金鋼鍛件, 調質和車削後磨削; 滾動軸承選用優質品牌; 緊固件選用高強度級的; 電機採用符合IEC標準的優質高效率電機等。
(2)最佳化本企業產品的模組化設計。絕大多數減速機原設計部門配備了有經驗的設計技術人員,積累了大量的減速電機產品圖紙。 為進行模組化設計, 有必要作全面的整理、 修改和最佳化, 如箱體各軸承孔間的中心距標準化, 需形成接近優先數(R5、R10、R20、R40等)的系列, 儘量減少中心距的規格數; 各式齒輪應儘量合併為統一的圖紙; 減速機模組和電機模組間的接口應形成規範, 接口參數應標準化, 形成一個按標準公比或混合公比的序列。
(3)打破壁壘,在更大的範圍內推行模組接儘量不打折彎。由於易氧化, 鋁線的接頭焊接和防護成了焦點。 目前, 較成熟的有以下4種。
(a)刺破型的壓接
已 經 開發 出了大 壓 力的刺 破 型 壓 接 端 子來解決傳導和氧化問題。這種連線方式只能在φ1.0m m以上鋁線電機上使用, 實際上壽命還是比銅線要短。另外, 銅鋁分子活潑性不同, 電位相差大。在通電過程中, 肯定會逐漸產生電位腐蝕,所以連線點電阻會逐漸變大,溫升變高,嚴重時不通電, 這就要求電機設計鋁線溫升不能使用到F級以上。 鋁線與銅引線接觸長度和面積要比傳統單純銅線大些, 保證在5mm以上。
(b)刮漆皮+銅引線鉚接
使用脫漆機效率高, 但由於上下鋼絲刷輪高速摩擦,脫漆後的鋁線一方面線徑損傷, 另一方面鋁線表面易變黑易氧化難上錫, 所以生產時要控制好才能彌補。端子鉚接後還要套上熱縮管,隔絕空氣, 防止氧化。根據採用這種工藝的廠家統計, 發現鋁線電機綜合失效率在4‰左右, 而由於鋁線連線原因的占近一半。
(c)刮漆皮+銅引線鉚接後鍍錫
採用脫漆機去漆皮, 與銅引線在銅帶機鉚接一次後, 用沾鋁焊劑鋁焊條在浸錫爐上浸錫, 套一熱縮管熱縮即可。浸錫爐上浸錫的優點是: 比電烙鐵的溫度高且均勻穩定,焊錫均勻滲透性強。另外, 鋁助焊劑成分多易炭化,在錫爐中析出,不會在焊點處殘留。此種工藝統計結果, 鋁線電機綜合失效率在3‰左右, 部分失效原因是鉚接和浸錫後斷線失效。 後採用直接纏繞措施,且注意纏繞圈放間隙, 使浸錫後防止堆焊和擴大接觸面積。 採取此項措施後統計表明, 鋁線電機失效率又下降了1‰左右。
(d)去漆皮+銅引線後浸錫再封膠
去漆皮工藝採用的是漆包線專用的脫漆粉,在不鏽鋼爐中將其溶化, 鋁線接頭處浸在溶液中, 大概2s~3s就可脫漆, 用濕布揩乾淨, 去漆後既乾淨又不傷線, 也沒今後的腐蝕之憂。接銅引線是直接纏繞後用沾鋁焊劑鋁焊條在浸錫爐中浸錫, 再用高收縮比的帶膠雙層熱縮管,裡面層有矽膠, 完全杜絕氧化的問題。據統計:採用此焊接工藝, 鋁線電機綜合失效率在1‰左右, 此工藝是最合理可靠的, 值得推廣 。
