
定義
所謂位置自動控制就是在指定的時刻,將被控對象的位置自動地調節到預先給定的目標值上,調節後的位置與目標值之差保持在允許的誤差範圍內,這個調節過程稱為位置自動控制(APC)。APC在現代化軋線上得到了極其廣泛的套用,國內新建的某熱連軋線上,包括粗軋立輥、精軋壓下、彎輥、竄輥、卷取側導板、夾送輥、助卷輥等都採用了液壓APC系統進行控制。液壓伺服控制系統的經典控制理論是在20世紀50年代初由美國麻省理工學院開始研究,到60年代初形成了其基本類型。經典控制理論採用基於工作點附近的增量線性化模型對系統進行分析與綜合,設計過程主要在頻域中進行,控制器的形式主要為滯後、超前網路和PID控制等 。
板厚精度作為板帶材最主要的質量指標之一,其控制水平在很大程度上決定了板帶材的質量。液壓自動位置控制(APC)系統是板厚自動控制系統的基礎和核心,其作用就是精確地控制壓下位移以得到所需的輥縫,是整個厚度控制系統的執行終端。因此,APC系統能否正常穩定地工作,決定著板厚控制系統能否順利投入 。
模型
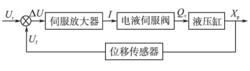 圖1 軋機APC控制原理圖
圖1 軋機APC控制原理圖構成液壓APC系統的主要元件,包括電液伺服閥、液壓缸、軋機輥系、位移感測器,其控制原理如圖1所示。
伺服放大器
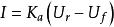
伺服放大器的頻寬比電液伺服閥的頻寬高得多,回響速度很快,可不計時間常數,近似為比例放大環節,表示為:
 液壓位置自動控制系統
液壓位置自動控制系統式中:I 為伺服放大器輸出電流,A;Ka為伺服放大器的增益;Ur為給定電壓信號,V;Uf為位移感測器輸出的位移反饋信號,V。
電液伺服閥
 液壓位置自動控制系統
液壓位置自動控制系統電液伺服閥的回響特性由系統的頻寬來決定。當液壓執行機構的固有頻率 低於 50Hz 時,伺服閥的動態特性一般可用一階環節表示:
 液壓位置自動控制系統
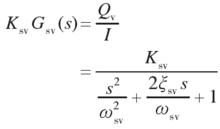
液壓位置自動控制系統當液壓執行機構的固有頻率高於50 Hz 時,可用二階環節表示,即:
 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統式中:Gsv為Ksv=1 時的伺服閥傳遞函式;Qv為伺服閥流量, ;Ksv為伺服閥增益係數, ; 為伺服閥的固有頻率,rad/s;ξsv為伺服閥的阻尼係數。
液壓缸
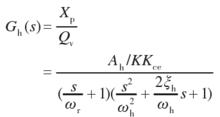
利用液壓控制閥的流量方程、液壓缸流量連續性方程、液壓缸和負載的力平衡方程,採用質量、彈簧和阻尼結構的系統,可導出液壓缸的傳遞函式為:
 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統 液壓位置自動控制系統
液壓位置自動控制系統 液壓位置自動控制系統其中, 。式中: 為慣性環節的轉折頻率;ξh為液壓阻尼比;Kce為總流量壓力係數, ;K 為彈性負載的綜合剛度,N/m;Ah為液壓缸的有效面積,m2; 為液壓固有頻率。
位移感測器
位移感測器在系統中可視為慣性環節,即:
 液壓位置自動控制系統
液壓位置自動控制系統式中:Xp為液壓缸輸出位移;Kf為位移感測器的位移電壓轉換係數;Tf為位移感測器的時間常數,s。考慮到位移感測器的固有頻率遠高於液壓系統的固有頻率,可得到位移感測器的簡化模型 :
 液壓位置自動控制系統
液壓位置自動控制系統液壓APC系統
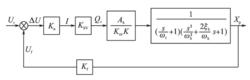 圖2 液壓APC系統方框圖
圖2 液壓APC系統方框圖考慮到伺服閥的頻率遠高於液壓系統頻率,因此可以把伺服閥當成一個比例環節,即Qsv:
 液壓位置自動控制系統
液壓位置自動控制系統液壓APC的閉環控制系統簡化方框圖如圖2所示。將活塞負載壓力設為零,且忽略彈性負載,即K=0,可得液壓APC系統的開環傳遞函式 :
 液壓位置自動控制系統
液壓位置自動控制系統