
介紹
在金屬材料塑性加工過程中對被控對象的位置按設定值所進行的自動控制。即在指定時刻將被控對象的位置自動地控制到預先給定的目標位置上,使被控對象控制後的位置與目標位置之差保持在允許的偏差範圍之內,簡稱APC。由於所要求的位置量是預先給定的,故又稱為預設定位置自動控制,或叫作APC設定。APC一般由被控對象(例如軋機壓下機構)、位置檢測環節、直接數字控制(DDC)計算機、速度控制裝置、執行機構(液壓裝置或電動機)等構成位置閉環控制系統。
基本組成和結構
軋制過程中最常遇到的是壓下位置問題,現以壓下位置自動控制系統為例來說明它的基本組成和結構。圖1是計算機控制的壓下位置自動控制系統。在壓下位置控制過程中,壓下位置的設定值可以在操作台上人工給定,也可以通過過程控制計算機(scc)來給定。由於壓下裝置是通過電動機來傳動的,所以壓下位置可以藉助於與電動機同軸傳動的自整角機來檢測。而新建的現代化軋機已廣泛採用脈衝編碼器進行壓下位置檢測。壓下的實際位置便可通過位置檢測環節將位置信號反饋到計算機中(稱為“採樣”)。計算機周期性地根據位置設定值與當時的實際位置值進行計算,並算出把被控壓下螺絲以最快速度調整到設定位置,電動機應該具有的速度的控制信號,然後將此控制信號通過模出子系統(即圖中的D/A轉換)向拖動系統的速度控制裝置輸出,這個模出信號一直保持到在這一點有新的模出信號輸出為止。計算機的控制算法能保證在被控制的壓下螺絲在接近位置設定值的過程中,按照一定規律發出速度控制信號。當位置進入規定的精度範圍以後,便可以通過抱閘線圈進行制動。至於圖中的其他部件作用將在後面有關部分論述。
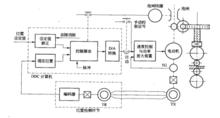 圖1 計算機控制的壓下位置控制系統
圖1 計算機控制的壓下位置控制系統由圖1可知,位置自動控制系統是一個閉環控制系統。根據圖1便可概括出位置自動控制系統的基本組成和結構,如圖2所示,它具有普遍意義。在位置控制過程中,控制對象的位置信號,可以通過位置檢測裝置和過程輸入裝置反饋到計算機中,與SCC計算機的給定位置目標值進行比較,然後根據偏差信號的大小,由DDC計算機通過過程輸出裝置給出速度控制信號,由速度調節迴路去驅動電動機,對被控對象的位置進行調節,然後又將位置信號再反饋到計算機中,再比較,再輸出,如此循環一直到達到目的為止。
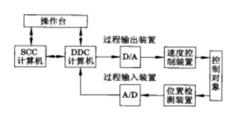 圖2 APC控制系統的基本組成
圖2 APC控制系統的基本組成由於採用了數字計算機,所以該系統是一個採樣調節系統,此種系統的方塊結構簡圖如圖3所示。圖中的K和K是開關,當開關K和K合上時,偏差值被採樣,送入計算機,計算機計算後的輸出值送給過程輸出裝置,其輸出信號被保持在保持器中,並在採樣周期中對設備的控制保持不變。
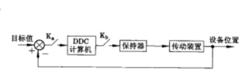 圖3 位置控制系統結構簡圖
圖3 位置控制系統結構簡圖控制方式
通過計算機對位置進行直接數字控制的稱為DDC-APC,一般用於壓下位置、立輥和側導板開口度、夾送輥和助卷輥輥縫設定、軋輥速度設定、推鋼機和出鋼機行程等的控制。通過存儲程式控制裝置(SPC)進行位置控制的稱為SPC-APC,初軋、型鋼、鋼管和厚板等生產由於操作工藝特點所限,不便於進行高級的預設定定位控制,而採用SPC-APC。通過可程式序控制器(PLC)進行位置控制的稱為PLC-APC,它是以微處理機為基礎的可程式序控制器,便於組成控制功能分散的控制系統。
控制裝置
在實際套用中,一般採用下列裝置進行位置的直接控制:速度自動調節器(SAR)的控制裝置,套用於控制精度高的場合; 直流恆壓速度調節器(DCCP) 的控制裝置,套用於控制精度要求不高和動作不太頻繁的場合; 脈衝電機調節速度變阻器(SSRH) 的控制裝置,套用於調速精度高、速度偏差較小的場合;採用液壓控制裝置來實現位置控制,套用於調速精度很高的場合。
提高位置控制精度和可靠性的措施是: 消除間隙對控制精度的影響;為了保證設定可靠,應進行必要的重複設定;為了避免偶然事件發生,必須檢查控制迴路聯鎖條件是否得到滿足。
