
簡介
柔性製造的模式其實廣泛存在,比如定製,這種以消費者為導向的, 以需定產的方式對立的是傳統大規模量產的生產模式。在柔性製造中,考驗的是生產線和供應鏈的反應速度。比如在電子商務領域興起的“C2B”“C2P2B”等模式體現的正是柔性製造的精髓所在。
柔性可以表述為兩個方面
一個方面是指生產能力的柔性反應能力,也就是機器設備的小批量生產能力:
 柔性製造
柔性製造其優點是生產率很高,由於設備是固定的,所以設備利用率也很高,單件產品的成本低。但價格相當昂貴,且只能加工一個或幾個相類似的零件,難以應付多品種中小批量的生產。隨著批量生產時代正逐漸被適應市場動態變化的生產所替換,一個製造自動化系統的生存能力和競爭能力在很大程度上取決於它是否能在很短的開發周期內,生產出較低成本、較高質量的不同品種產品的能力。柔性已占有相當重要的位置。
1、美國國家標準局把FMS定義為:“由一個傳輸系統聯繫起來的一些設備,傳輸裝置把工件放在其他聯結裝置上送到各加工設備,使工件加工準確、迅速和自動化。中央計算機控制工具機和傳輸系統,柔性製造系統有時可同時加工幾種不同的零件。
2、國際生產工程研究協會指出“柔性製造系統是一個自動化的生產製造系統,在最少人的干預下,能夠生產任何範圍的產品族,系統的柔性通常受到系統設計時所考慮的產品族的限制。”
 柔性製造
柔性製造3、中國國家軍用標準則定義為“柔性製造系統是由數控加工設備、物料運儲裝置和計算機控制系統組成的自動化製造系統,它包括多個柔性製造單元,能根據製造任務或生產環境的變化迅速進行調整,適用於多品種、中小批量生產。”
簡單地說,FMS是由若干數控設備、物料運貯裝置和計算機控制系統組成的並能根據製造任務和生產品種變化而迅速進行調整的自動化製造系統。
第二個方面,指的是供應鏈的敏捷和精準的反應能力。
在柔性製造中,供應鏈系統對單個需求做出生產配送的回響。從傳統“以產定銷”的“產——供——銷——人——財——物”,轉變成“以銷定產”,生產的指令完全是由消費者獨個觸發,其價值鏈展現為“人——財——產——物——銷“這種完全定向的具有明確個性特徵的活動。
在這個過程中不僅對生產的機器提出了重大的挑戰,也對傳統的供應鏈提出了革命性的顛覆。在最近一次工信部對愛定客這家公司的調研中發現,供應鏈才是這家公司得以成功實踐柔性製造的核心競爭力。從傳統的大單出貨、大批生產、低毛利率的情況下,如何在保證品質和反應速度的情況下,又要有效地反應消費者的個體需求,另外還要有效控制成本? 愛定客已經總結出很好的解決方案,只有全價值鏈的完全掌握才能從根本上去解決單個生產的成本控制;愛定客提倡的就是“每個人都可以擁有自己的品牌”,因此在不斷改良生產工藝,最佳化生產流程,在流程中提高人效,精準化生產達到零庫存,以此來壓縮消費者需要付出的庫存代價;真正的零庫存從根本上解決了隱形成本的問題,這就是愛定客的產品在維持高品質的前提下還能保持非常有競爭力的價格秘密所在。
基本特徵
(1) 機器柔性,系統的機器設備具有隨產品變化而加工不同零件的能力;
(2) 工藝柔性,系統能夠根據加工對象的變化或原材料的變化而確定相應的工藝流程;
(3) 產品柔性,產品更新或完全轉向後,系統不僅對老產品的有用特性有繼承能力和兼容能力,而且還具有迅速、經濟地生產出新產品的能力;
(4) 生產能力柔性,當生產量改變時,系統能及時作出反應而經濟地運行;
(5) 維護柔性,系統能採用多種方式查詢、處理故障,保障生產正常進行;
(6) 擴展柔性,當生產需要的時候,可以很容易地擴展系統結構,增加模組,構成一個更大的製造系統 。
主要類型
機器柔性
當要求生產一系列不同類型的產品時,機器隨產品變化而加工不同零件的難易程度。
工藝柔性
一是工藝流程不變時自身適應產品或原材料變化的能力;二是製造系統內為適應產品或原材料變化而改變相應工藝的難易程度。
產品柔性
一是產品更新或完全轉向後,系統能夠非常經濟和迅速地生產出新產品的能力;二是產品更新後,對老產品有用特性的繼承能力和兼容能力。
維護柔性
採用多種方式查詢、處理故障,保障生產正常進行的能力。
生產柔性
當生產量改變、系統也能經濟地運行的能力。對於根據訂貨而組織生產的製造系統,這一點尤為重要。
擴展柔性
當生產需要的時候,可以很容易地擴展系統結構,增加模組,構成一個更大系統的能力。
運行柔性
 柔性製造發展
柔性製造發展利用不同的機器、材料、工藝流程來生產一系列產品的能力和同樣的產品,換用不同工序加工的能力。
柔性製造技術柔性製造技術是對各種不同形狀加工對象實現程式化柔性製造加工的各種技術的總和。柔性製造技術是技術密集型的技術群,我們認為凡是側重於柔性,適應於多品種、中小批量(包括單件產品)的加工技術都屬於柔性製造技術 。
發展狀況
1967年,英國莫林斯公司首次根據威廉森提出的FMS基本概念,研製了“系統24”。其主要設備是六台模組化結構的多工序數控工具機,目標是在無人看管條件下,實現晝夜24小時連續加工,但最終由於經濟和技術上的困難而未全部建成。
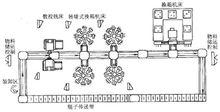
同年,美國的懷特·森斯特蘭公司建成Omniline I系統,它由八台加工中心和兩台多軸鑽床組成,工件被裝在托盤上的夾具中,按固定順序以一定節拍在各工具機間傳送和進行加工。這種柔性自動化設備適於在少品種、大批量生產中使用,在形式上與傳統的自動生產線相似,所以也叫柔性自動線。日本、前蘇聯、德國等也都在60年代末至70年代初,先後開展了FMS的研製工作。
 柔性製造結構
柔性製造結構1976年,日本發那科公司展出了由加工中心和工業機器人組成的柔性製造單元(簡稱FMC),為發展FMS提供了重要的設備形式。柔性製造單元(FMC)一般由1~2台數控工具機與物料傳送裝置組成,有獨立的工件儲存站和單元控制系統,能在工具機上自動裝卸工件,甚至自動檢測工件,可實現有限工序的連續生產,適於多品種小批量生產套用。
70年代末期,柔性製造系統在技術上和數量上都有較大發展,80年代初期已進入實用階段,其中以由3~5台設備組成的柔性製造系統為最多,但也有規模更龐大的系統投入使用。
1982年,日本發那科公司建成自動化電機加工車間,由60個柔性製造單元(包括50個工業機器人)和一個立體倉庫組成,另有兩台自動引導台車傳送毛坯和工件,此外還有一個無人化電機裝配車間,它們都能連續24小時運轉。
這種自動化和無人化車間,是向實現計算機集成的自動化工廠邁出的重要一步。與此同時,還出現了若干僅具有柔性製造系統的基本特徵,但自動化程度不很完善的經濟型柔性製造系統FMS,使柔性製造系統FMS的設計思想和技術成果得到普及套用。
迄今為止,全世界有大量的柔性製造系統投入了套用,僅在日本就有175套完整的柔性製造系統。國際上以柔性製造系統生產的製成品已經占到全部製成品生產的75%以上,而且比率還在增加。
基本功能
1、能自動控制和管理零件的加工過程,包括製造質量的自動控制、故障的自動診斷和處理、製造信息的自動採集和處理;
2、通過簡單的軟體系統變更,便能製造出某一零件族的多種零件;
3、自動控制和管理物料(包括工件與刀具)的運輸和存儲過程;
4、能解決多工具機下零件的混流加工,且無需增加額外費用;
5、具有最佳化的調度管理功能,無需過多的人工介入,能做到無人加工。
製造系統
定義
柔性製造系統(FMS)
關於柔性製造系統的定義很多,權威性的定義有:
 柔性製造
柔性製造美國國家標準局把FMS定義為:“由一個傳輸系統聯繫起來的一些設備,傳輸裝置把工件放在其他聯結裝置上送到各加工設備,使工件加工準確、迅速和自動化。中央計算機控制工具機和傳輸系統,柔性製造系統有時可同時加工幾種不同的零件。 國際生產工程研究協會指出“柔性製造系統是一個自動化的生產製造系統,在最少人的干預下,能夠生產任何範圍的產品族,系統的柔性通常受到系統設計時所考慮的產品族的限制。”而我國國家軍用標準則定義為“柔性製造系統是由數控加工設備、物料運儲裝置和計算機控制系統組成的自動化製造系統,它包括多個柔性製造單元,能根據製造任務或生產環境的變化迅速進行調整,適用於多品種、中小批量生產。”簡單地說,FMS是由若干數控設備、物料運貯裝置和計算機控制系統組成的並能根據製造任務和生產品種變化而迅速進行調整的自動化製造系統 。
組成
常見的組成通常包括4台或更多台全自動數控工具機(加工中心與車削中心等),由集中的控制系統及物料搬運系統連線起來,可在不停機的情況下實現多品種、中小批量的加工及管理。反映工廠整體水平的FMS是第一代FMS,日本從1991年開始實施的“智慧型製造系統”(IMS)國際性開發項目,屬於第二代FMS;而真正完善的第二代FMS預計本世紀十年代後才會實現。
FMC
FMC的問世並在生產中使用約比FMS晚6~8年,FMC可視為一個規模最小的FMS,是FMS向廉價化及小型化方向發展的一種產物,它是由1~2台加工中心、工業機器人、數控工具機及物料運送存貯設備構成,其特點是實現單機柔性化及自動化,具有適應加工多品種產品的靈活性。迄今已進入普及套用階段。
FML
它是處於單一或少品種大批量非柔性自動線與中小批量多品種FMS之間的生產線。其加工設備可以是通用的加工中心、CNC工具機;亦可採用專用工具機或NC專用工具機,對物料搬運系統柔性的要求低於FMS,但生產率更高。它是以離散型生產中的柔性製造系統和連續生過程中的分散型控制系統(DCS)為代表,其特點是實現生產線柔性化及自動化,其技術已日臻成熟,迄今已進入實用化階段。
FMF
FMF是將多條FMS連線起來,配以自動化立體倉庫,用計算機系統進行聯繫,採用從訂貨、設計、加工、裝配、檢驗、運送至發貨的完整FMS。它包括了CAD/CAM,並使計算機集成製造系統(CIMS)投入實際,實現生產系統柔性化及自動化,進而實現全廠範圍的生產管理、產品加工及物料貯運進程的全盤化。FMF是自動化生產的最高水平,反映出世界上最先進的自動化套用技術。它是將製造、產品開發及經營管理的自動化連成一個整體,以信息流控制物質流的智慧型製造系統(IMS)為代表,其特點是實現工廠柔性化及自動化。
關鍵技術
計算機輔助設計
未來CAD技術發展將會引入專家系統,使之具有智慧型化,可處理各種複雜的問題。當前設計技術最新的一個突破是光敏立體成形技術,該項新技術是直接利用CAD數據,通過計算機控制的雷射掃描系統,將三維數字模型分成若干層二維片狀圖形,並按二維片狀圖形對池內的光敏樹脂液面進行光學掃描,被掃描到的液面則變成固化塑膠,如此循環操作,逐層掃描成形,並自動地將分層成形的各片狀固化塑膠粘合在一起,僅需確定數據,數小時內便可制出精確的原型。它有助於加快開發新產品和研製新結構的速度。
模糊控制技術
模糊數學的實際套用是模糊控制器。最近開發出的高性能模糊控制器具有自學習功能,可在控制過程中不斷獲取新的信息並自動地對控制量作調整,使系統性能大為改善,其中尤其以基於人工神經網路的自學方法更引起人們極大的關注。
人工智慧、專家系統及智慧型感測器技術
迄今,柔性製造技術中所採用的人工智慧大多指基於規則的專家系統。專家系統利用專家知識和推理規則進行推理,求解各類問題(如解釋、預測、診斷、查找故障、設計、計畫、監視、修復、命令及控制等)。由於專家系統能簡便地將各種事實及經驗證過的理論與通過經驗獲得的知識相結合,因而專家系統為柔性製造的諸方面工作增強了柔性。展望未來,以知識密集為特徵,以知識處理為手段的人工智慧(包括專家系統)技術必將在柔性製造業(尤其智慧型型)中起著日趨重要的關鍵性的作用。用於柔性製造中的各種技術,預計最有發展前途的仍是人工智慧。
預計到21世紀初,人工智慧在柔性製造技術中的套用規模將在比大4倍。智慧型製造技術(IMT)旨在將人工智慧融入製造過程的各個環節,藉助模擬專家的智慧型活動,取代或延伸製造環境中人的部分腦力勞動。在製造過程,系統能自動監測其運行狀態,在受到外界或內部激勵時能自動調節其參數,以達到最佳工作狀態,具備自組織能力。故IMT被稱為未來21世紀的製造技術。對未來智慧型化柔性製造技術具有重要意義的一個正在急速發展的領域是智慧型感測器技術。該項技術是伴隨計算機套用技術和人工智慧而產生的,它使感測器具有內在的“決策”功能。
人工神經網路技術
人工神經網路(ANN)是模擬智慧型生物的神經網路對信息進行並處理的一種方法。故人工神經網路也就是一種人工智慧工具。在自動控制領域,神經網路不久將並列於專家系統和模糊控制系統,成為現代自動化系統中的一個組成部分。
綜合控制系統
一種叫做 MES精益製造管理系統的工具,集合軟體和人機界面設備(PLC觸控螢幕)、PDA手機、條碼採集器、感測器、I/O、DCS、RFID、LED生產看板等多類硬體的綜合智慧型化系統,由一組共享數據的程式所組成的、通過布置在生產現場的專用設備(PDA智慧型手機、LED生產看板、條碼採集器、PLC、感測器、I/O、DCS、RFID、PC等硬體)對從原材料上線到成品入庫的生產過程進行實時數據採集、控制和監控的系統。 是通過控制包括物料、倉庫、設備、人員、品質、工藝、流程指令和設施在內的所有工廠資源來提高製造競爭力,我們提供了一種系統地在統一平台上集成諸如工藝排單、質量控制、文檔管理、圖紙下發、生產調度、設備管理、製造物流等功能的方式。從而實現企業實時化的信息系統。精益製造系統實時接受來自ERP系統的工單、BOM、製程、供貨方、庫存、製造指令等信息,同時把生產方法、人員指令、製造指令等下達給人員、設備等控制層,再實時把生產結果、人員反饋、設備操作狀態與結果、庫存狀況、質量狀況等動態地反饋給決策層
發展趨勢
FMC將成為發展和套用的熱門技術
這是因為FMC的投資比FMS少得多而經濟效益相接近,更適用於財力有限的中小型企業。國外眾多廠家將FMC列為發展之重。
發展效率更高的FML
多品種大批量的生產企業如汽車及拖拉機等工廠對FML的需求引起了FMS製造廠的極大關注。採用價格低廉的專用數控工具機替代通用的加工中心將是FML的發展趨勢。
朝多功能方向發展
由單純加工型FMS進一步開發以焊接、裝配、檢驗及鈑材加工乃至鑄、鍛等製造工序兼具的多種功能FMS。
技術優點
採用柔性製造系統有許多優點,主要有以下幾個方面:
設備利用率高
一組工具機編入柔性製造系統後的產量,一般可達這組工具機在單機作業時的三倍。柔性製造系統能獲得高效率的原因,一是計算機把每個零件都安排了加工工具機,一俟工具機空閒,即刻將零件送上加工,同時將相應的數控加工程式輸入這台工具機。二是由於送上工具機的零件早已裝卡在托盤上(裝卡工作是在單獨的裝卸站進行),因而工具機不用等待零件的裝卡。
減少設備投資
由於設備的利用率高,柔性製造系統能以較少的設備來完成同樣的工作量。把車間採用的多台加工中心換成柔性製造系統,其投資一般可減少三分之二。
減少直接工時費用
由於工具機是在計算機控制下進行工作,不需工人去操縱。唯一 用人的工位是裝卸站。這就減少了工時費用。
減少了工序中在制品量
和一般加工相比,柔性製造系統在減少工序間零件庫存數量上有良好效果。有的減少了80%。這是因為縮短了等待加工時間
改進生產要求有快速應變能力
柔性製造系統有其內在的靈活性,能適應由於市場需求變化和工程設計變更所出現的變動,進行多品種生產。而且還能在不明顯打亂正常生產計畫的情況下,插入備件和急件製造任務。
維持生產的能力
許多柔性製造系統設計成具有當一台或幾台工具機發生故障時仍能降級運轉的能力。即採用了加工能力有沉余度的設計,並使物料傳送系統有自行繞過故障工具機的能力,系統仍能維持生產。
產品質量高
減少零件裝卡次數,一個零件可以少上幾種工具機加工,設計更好的專用夾具,更加注意工具機和零件的定位都有利於提高零件的質量。
運行的靈活性
運行的靈活性是提高生產率的另一個因素。有些柔性製造系統能夠在無人照看的情況下進行第二和第三班的生產。
產量的靈活性
車間平面布局規劃得合理,需要增加產量時,增加工具機,以滿足擴大生產能力的需要。
硬體系統
製造設備:數控加工設備(如加工中心)、測量機、清洗機等;
自動化儲運設備:傳送帶、有軌小車、AGV、搬運機器人、立體庫、中央托盤庫、
物料或刀具裝卸站、中央刀庫等;
計算機控制系統及網路通信系統。
1、加工系統
柔性製造系統採用的設備由待加工工件的類別決定,主要有加工中心、車削中心或計算機數控(CNC)車、銑、磨及齒輪加工工具機等,用以自動地完成多種工序的加工。磨損了的刀具可以逐個從刀庫中取出更換,也可由備用的子刀庫取代裝滿待換刀具的刀庫。車床卡盤的卡爪、特種夾具和專用加工中心的主軸箱也可以自動更換。
2、物料系統
 柔性製造硬體
柔性製造硬體物料系統用以實現工件及工裝夾具的自動供給和裝卸,以及完成工序間的自動傳送、調運和存貯工作,包括各種傳送帶、自動導引小車、工業機器人及專用起吊運送機等。儲存和搬運系統搬運的物料有毛坯、工件、刀具、夾具、檢具和切屑等;儲存物料的方法有平面布置的托盤庫,也有儲存量較大的巷道式立體倉庫。
毛坯一般先由工人裝入托盤上的夾具中,並儲存在自動倉庫中的特定區域內,然後由自動搬運系統根據物料管理計算機的指令送到指定的工位。固定軌道式台車和傳送滾道適用於按工藝順序排列設備的柔性製造系統,自動引導台車搬送物料的順序則與設備排列位置無關,具有較大靈活性。
工業機器人可在有限的範圍內為1~4台工具機輸送和裝卸工件,對於較大的工件常利用托盤自動交換裝置(APC)來傳送,也可採用在軌道上行走的機器人,同時完成工件的傳送和裝卸。
軟體系統
系統支持軟體:作業系統、網路作業系統、資料庫管理系統等;
FMS運行控制系統:動態調度系統、實時故障診斷系統、生產準備系統,物料(工件和刀具)管理控制系統等。
1、計算機控制系統計算機控制系統用以處理柔性製造系統的各種信息,輸出控制CNC工具機和物料系統等自動操作所需的信息。通常採用三級(設備級、工作站級、單元級)分散式計算機控制系統,其中單元級控制系統(單元控制器)是柔性製造系統的核心。
2、系統軟體
系統軟體用以確保柔性製造系統有效地適應中小批量多品種生產的管理、控制及最佳化工作,包括設計規劃軟體、生產過程分析軟體、生產過程調度軟體、系統管理和監控軟體。
性能完善的軟體是實現柔性製造系統的功能的基礎,除支持計算機工作的系統軟體外,更多數量的軟體是根據使用要求和用戶經驗所發展的專門套用軟體,大體上包括控制軟體(控制工具機、物料儲運系統、檢驗裝置和監視系統)、計畫管理軟體(調度管理、質量管理、庫存管理、工裝管理等)和數據管理軟體(仿真、檢索和各種資料庫)等 。
技術目標
 柔性製造
柔性製造通過柔性中心科研建設,使在大型天線系統研製中的計算機套用能力和工藝加工水平達到國內領先、國際九十年代初水平,為重點研製任務的完成提供有力的保障。(1)基於柔性製造技術和系統集成技術,通過配置先進的數控加工設備和計算機系統,運用以計算機技術為核心的現代設計、製造和管理技術,建立一個具有行業特色的柔性製造中心。
(2)套用CAD/CAM技術,實現天線系統關鍵零件的計算機輔助設計,逐步實現柔性中心設計過程的並行化。
(3)套用現代信息管理技術和加工過程的計算機控制技術,實現關鍵零件製造過程的柔性化。
(4)通過建立網路和資料庫雲霄環境,為實現中心運行過程中的功能互動、信息集成和資源共享創造條件。
(5)提高本單位的綜合實力和現代化水平,提高對市場的應變能力。
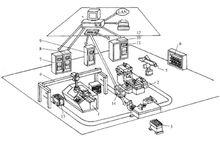
(6)柔性中心總體功能構成如圖1所示,由工程設計系統、工程管理系統、質量管理分系統、車間製造分系統和網路資料庫支持系統構成。
①工程管理信息分系統(EMS)實現項目管理、技術狀態管理、庫存管理、生產計畫制訂、成本管理。
②質量信息管理分系統(QMS)基於Intranet實現生產過程質量信息收集、分析、處理、反饋和質量文檔管理。
③工程設計分系統(EDS)套用基於PDM實現饋源關鍵零件CAD/CAPP/CAM集成設計等。
④車間製造分系統(WMS)實現天線關鍵零件的數控加工、數控設備的DNC、生產計畫調度等。網路資料庫支撐環境(NET/DB)對EMS,EDS,WMS分系統的運行提供集成環境,提供Intranet服務,支持柔性中心的信息集成。
製造方法
細胞生產方式
 柔性製造
柔性製造與傳統的大批量生產方式比較,細胞生產方式有兩個特點,一個是規模小(生產線短,操作人員少),另一個是標準化之後的小生產細胞可以簡單複製。由於這兩個特點,細胞生產方式能夠實現:
(1)簡單應對產量的變化,通過複製一個或以上的細胞就能夠滿足細胞生產能力整數倍的生產需求;
(2)減少場地占用,細胞是可以簡單複製的(細胞生產線可以在一天內搭建完成),因此不需要的時候可以簡單拆除,節省場地;
(3)每一個細胞的作業人數少,降低了平衡工位間作業時間的難度,工位間作業時間差異小,生產效率高;
(4)通過合理組合員工,即由能力相當的員工組合成細胞,可以發揮員工最高的作業能力水平。如果能夠根據每一個細胞的產能給予相應的獎勵,還有利於促成細胞間的良性競爭。細胞生產線的形式是多樣的,有O形,也有U形,有餐檯形,也有推車形等等。
一人生產方式
我們看到過這樣的情形,某產品的裝配時間總共不足10分鐘,但是它還是被安排在一條數十米長的流水線上,而裝配工作則由線上的數十人來完成,每個人的作業時間不過10、20秒。針對這樣一些作業時間相對較短、產量不大的產品,如果能夠打破常規(流水線生產),改由每一個員工單獨完成整個產品裝配任務的話,我們將獲得意想不到的效果。同時,由於工作績效(品質、效率、成本)與員工個人直接相關,一人生產方式除了具有細胞生產的優點之外,還能夠大大地提高員工的品質意識、成本意識和競爭意識,促進員工成長。
一個流生產方式
一個流生產方式是這樣實現的,即取消機器間的台車,並通過合理的工序安排和機器間滑板的設定讓產品在機器間單個流動起來。它的好處是,(1)極大地減少了中間產品庫存,減少資金和場地的占用;(2)消除機器間的無謂搬運,減少對搬運工具的依賴;(3)當產品發生品質問題時,可以及時將信息反饋到前部,避免造成大量中間產品的報廢。一個流生產方式不僅適用於機械加工,也適用於產品裝配的過程。
柔性設備的利用
一種叫做柔性管的產品(有塑膠的也有金屬的)開始受到青睞。許多企業都會外購標準流水線用作生產,卻逐步被自己拼裝的簡易柔性生產線取代。比較而言,柔性生產線首先可降低設備投資70-90%以上,其次,設備安裝不需要專業人員,一般員工即可快速地在一個周末完成安裝,第三,不需要時可以隨時拆除,提高場地利用效率。
台車生產方式
我們經常看到一個產品在製造過程中,從一條線上轉移到另一條線上,轉移工具就是台車。著眼於搬動及轉移過程中的損耗,有人提出了台車生產線,即在台車上完成所有的裝配任務。
固定線和變動線方式
根據某產品產量的變動情況,設定兩類生產線,一類是滿足某一相對固定最的固定生產線,另一類是用來滿足變動部分的變動生產線。通常,傳統的生產設備被用作固定線,而柔性設備或細胞生產方式等被用作變動生產線。為了徹底降低成本,在日本變動線往往招用勞務公司派遣的零時工(Part-Time)來應對,不需要時可以隨時退回。
柔性製造總的趨勢是,生產線越來越短,越來越簡,設備投資越來越少;中間庫存越來越少,場地利用率越來越高,成本越來越低;生產周期越來越短,交貨速度越來越快;各類損耗越來越少,效率越來越高。可見,實現柔性製造可以大大地降低生產成本,強化企業的競爭力。既然柔性製造是一種全新的和高境界的製造理念,因此它值得我們以持續改善的精神去思考去創造 。
柔性生產線
柔性生產線是把多台可以調整的工具機(多為專用工具機)聯結起來,配以自動運送裝置組成的生產線。它依靠計算機管理,並將多種生產模式結合,從而能夠減少生產成本做到物盡其用。
總結
柔性製造技術是實現未來工廠的新穎概念模式和新的發展趨勢,是決定製造企業未來發展前途的具有戰略意義的舉措。屆時,智慧型化機械與人之間將相互融合,柔性地全面協調從接受訂貨單至生產、銷售這一企業生產經營的全部活動。
柔性製造作為一種現代化工業生產的科學“哲理”和工廠自動化的先進模式已為國際上所公認,可以這樣認為:柔性製造技術是在自動化技術、信息技術及製造技術的基礎上,將以往企業中相互獨立的工程設計、生產製造及經營管理等過程,在計算機及其軟體的支撐下,構成一個覆蓋整個企業的完整而有機的系統,以實現全局動態最最佳化,總體高效益、高柔性,並進而贏得競爭全勝的智慧型製造技術。它作為當今世界製造自動化技術發展的前沿科技,為未來機構製造工廠提供了一幅宏偉的藍圖,將成為21世紀機構製造業的主要生產模式。實現了按連線埠、MAC地址、套用等來劃分虛擬網路,有效地控制了企業內部網路的廣播流量和提高了企業內部網路的安全性 。
現實中存在許多不同類型的網路,有支持TCP/IP的,有遵循OSI標準協定的,每台機器的對應層協定都不同,對哪一層實施連線,需採用相應的網路互聯設備。
通俗地講,第二層交換是指多口的交換集線路,即網路交換機。其目的是替代傳統的集線器,提升網路的有效頻寬。主要套用於區域網路中。 在不同或相同類型的區域網路之間採用橋接器(集線器),從協定層上講屬於數據鏈路層的設備,但它們仍然是網路連線的方法,因為區域網路IMP本身沒有網路層,只有在主機站點上才有網路層或提供網路層服務的功能。 與橋接器不同,網關在網路層一級工作。這樣就有了更大的靈活性。例如,在差別很大的網路間翻譯地址等,但這也導致了網關的速度很慢,因此,網關一般都用於廣域網間的連線或區域網路與廣域網的互聯。隨著網路的演進,100M高速乙太網的出現,路由器在網段之間通信中造成的時延越來越成為網路信息傳輸的瓶頸。第三層交換技術的出現,解決了大規模區域網路中各子網段之間網路信息傳輸的瓶頸問題,取代了昂貴的路由器,成為一種實用、經濟的組網技術。
