
術語簡介
日內瓦尺作為用加工中心全自動化製作工藝技術,採用雷射刻制刻劃線、標選讀數與圖型。
 日內瓦尺
日內瓦尺日內瓦尺又名三等標準金屬線紋尺,三等金屬線紋尺的結構和使用三等標準線紋尺只有用不鏽鋼、鋅白銅和銦鋼等材料製造的金屬,沒有玻璃尺,長度一般為lm,主要是用於檢定水準標尺、鋼直尺及其他一些工作線。
標準線紋尺簡介
日內瓦尺即三等金屬線紋尺是一種標準線紋尺。
 日內瓦尺簡圖
日內瓦尺簡圖線紋計量是長度計量的主要內容之一、是利用線紋尺進行的計量,亦稱為線值計量。線紋尺是幾何量計量的主要的實物標準,線紋尺是多值量具,它以兩刻線間的距離來復現長度量值。線紋計量在現代社會中廣泛套用,線紋量值是否準確統一對國民經濟將產生重大影響。
為了保證量值的準確統一,需要建立從長度基準到生產中的各種計量器具,直至工件尺寸的傳遞系統,不同等級的線紋量具就是這個系統的傳遞媒介。
標準線紋尺的類型
標準線紋尺的類型及其基本特徵見表。
| 類型 | 刻線 | 材料 | 用途 | |
| 總長/cm | 間距/mm | |||
| 一、二等標準玻璃線紋尺 | 200 100 | 1 | F6光學玻璃 | 檢定萬能工具顯微鏡等精密測長儀器 |
| 一、二等標準金屬線紋尺 | 1000 | 1 | 鎳鋼 (Ni的含量58%) | 檢定金屬尺、精密工具機、精密測長儀器,或裝在工具機上作標準件 |
| 三等標準金屬線紋尺(日內瓦尺) | 1020 | 一面為0.2mm,另一面為1mm | 不鏽鋼、鋅白銅銦瓦材料等 | 檢定水準標尺、鋼直尺及其他線紋尺 |
標準線紋尺的示值誤差
各種標準線紋尺的示值極限誤差見下表。
| 類型 | 示值極限誤差 | 檢定所用儀器 | |
| 標準玻璃線紋尺 | 一等 |  日內瓦尺 日內瓦尺  日內瓦尺 日內瓦尺 | 雷射干涉比長儀 |
| 二等 | 日內瓦尺 日內瓦尺 | 雷射干涉比長儀、光電比較儀 | |
| 標準金屬線紋尺 | 一等 | 日內瓦尺 日內瓦尺 | 雷射干涉比長儀 |
| 二等 | 日內瓦尺 日內瓦尺 | 光電比較儀 | |
| 三等標準金屬線紋尺(JJG71-1991) | 全長範圍0.05mm 任意100mm和10mm 日內瓦尺 日內瓦尺 | 二等標準金屬、線紋尺、測長機、0.001mm讀數顯微鏡。溫度計、雷射干涉儀 | |
表中L為被測長度,單位為m。
測量條件和設備
 外形結構圖
外形結構圖根據JJG1-1999《鋼直尺檢定規程》中的規定,測量環境 :
日內瓦尺 日內瓦尺
日內瓦尺 日內瓦尺
日內瓦尺溫度(20 5) ,濕度 85%RH,測量前被測尺應置於符合上述條件的室溫中平衡溫度的時間不少於2小時。
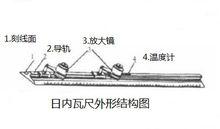
主要計量標準:三等標準金屬線紋尺,其外形結構圖如圖所示。
 鋼直尺外形示意圖
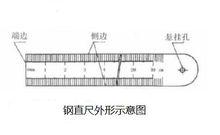
鋼直尺外形示意圖被測對象:鋼直尺是測量長度的量具,由不鏽鋼片製成。尺的刻線面上下兩側刻有線紋。普通鋼直尺的標稱長度有150,30,500(600),1000,1500,2000mm 6 種。尺的方形一端為工作端,另一端為圓弧,其外形示意圖如圖所示。
測量方法和原理
測量方法
 量傳圖
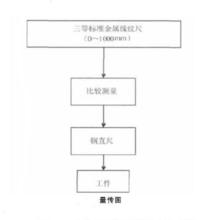
量傳圖1)1000mm以下規格的鋼直尺,全長示值誤差的檢定是以三等標準金屬線紋尺為標準與被檢尺進行比較測量,其量傳圖如圖所示。
2)將三等標準金屬線紋尺與被檢尺分別放在鋼直尺檢定台上,使被檢尺的刻線面與標準尺的尺邊同在同一平面上。
3)調整被檢尺.使其線紋軸線與標準尺的尺邊平行,使標準尺的首段或末端線紋與被檢尺的端邊對齊,用標準尺所附的2個7倍放大鏡在標準尺上讀出被檢尺的誤差。
測量原理
用準確度等級比被檢尺高的三等標準金屬線紋尺與普通鋼直尺同名刻線間距相比較測量,藉助於標準尺上的7倍放大鏡讀出兩支線紋尺刻線間距的誤差。
不確定度分析
不確定度來源的分析取決於對測量方法、測量設備、測量條件及被測量的詳細了解和認識,必須具體問題具體分析。
下表為標準不確定度分量一覽表。
| 分量名稱 | 不確定度分量來源 | 類型 | 機率分布 | 包含因子 | 標準不確定度 | 靈敏係數 | 自由度 |
 日內瓦尺 日內瓦尺 | 標準尺長度誤差 | B | 正態 | 2.58 | (0.08+0.31L) 日內瓦尺 | 1 | 50 |
 日內瓦尺 日內瓦尺 | 長度測量誤差 | A | 正態 | 1 | 0.54 日內瓦尺 | 1 | 43 |
 日內瓦尺 日內瓦尺 | 膨脹係數誤差 | B | 正態 | 2.58 |  日內瓦尺 日內瓦尺  日內瓦尺 日內瓦尺  日內瓦尺 日內瓦尺  日內瓦尺 日內瓦尺 |  日內瓦尺 日內瓦尺 | 50 |
 日內瓦尺 日內瓦尺 | 尺溫測量誤差 | B | 均勻 |  日內瓦尺 日內瓦尺 | 0.004  日內瓦尺 日內瓦尺 |  日內瓦尺 日內瓦尺 | 50 |
 日內瓦尺 日內瓦尺 | 阿貝誤差 | A | 均勻 | 日內瓦尺 | 0.87 日內瓦尺 | 1 | 79 |
 日內瓦尺 日內瓦尺 | 測長機隨機誤差 | B | 正態 | 2.58 | 0.01L 日內瓦尺 | 1 | 12 |
主要規格
三等標準金屬線紋尺儀器的主要規格:
1、儀器外形尺寸:長1050mm×寬38mm×高63mm
2、儀器重量:3Kg
3、木匣尺寸:長1080mm×寬74mm×高82mm
4、全套重量:約5.5Kg
5、米尺的分度長度:1020mm
6、米尺的分度值:二斜面分別為1mm和0.2mm(可估讀到0.01mm)
7、放大鏡放大倍數:7x
8、溫度計的分度值:0.5度
9、米尺斜面刃邊的不直度≤0.1
檢定
在傳統檢定中,多採用與二等金屬線紋尺進行比較的測量方法。隨著科技的發展,雷射越來越多地被套用線上紋尺的檢定中。
根據標準器選取和測量方式的不同,線紋尺的檢定方法可分為兩種形式:以雷射干涉儀直接檢定和以二等金屬線紋尺比較檢定。
直接檢定是以雷射波長作為標準,比較檢定是以實物量具即二等金屬線紋尺作為標準。
直接檢定由於其雷射的光路必須與測量方向重合,因此只有一種安裝方式。而在比較檢定中,則可分為串聯縱動式和並聯縱動式兩種,其中串聯縱動式由於標準器與線紋尺刻度中心線的延長線重合。由導軌直線度誤差引起的測量誤差是二階因此,可以獲得精確的測量結果,符合阿貝原則誤差。
