
常用標準尺
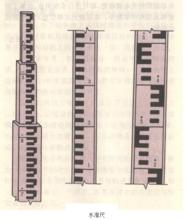
水準尺
配合水準儀進行水準測量的標尺。一般長為3m,分普通水準尺、精密水準尺兩類:
普通水準尺有單面和雙面之分,多用優質的木料或金屬材料製成。水準尺正面繪有黑白相間的分劃,反面繪有紅白相間的分劃,兩面分劃零點相差一個常數,用以檢核觀測時讀數有無錯誤。
單面尺又分直尺、摺尺和塔尺 (三節套接)。
 水準尺
水準尺精密水準尺的木質殼內安裝一條因瓦合金帶尺,尺上繪有線條式1cm或0.5cm的分劃。同一尺上有兩排分劃,左側為基本分劃,右側為輔助分劃,用作檢核讀數有無錯誤。
水準尺的檢校包括如下項目:
①水準尺上圓水準器的檢校;
②水準尺分劃面彎曲差的測定;
③一對標尺的零點不等差及基、輔分劃讀數差的測定;
④一對標尺名義米長的測定;
⑤水準標尺分米分劃誤差的測定。
線紋尺
線紋尺是幾何量計量的主要的實物標準,線紋尺是多值量具,它以兩刻線間的距離來復現長度量值。線紋計量在現代社會中廣泛套用,線紋量值是否準確統一對國民經濟將產生重大影響。
標準線紋尺的類型
標準線紋尺的類型及其基本特徵見表。
| 類型 | 刻線 | 材料 | 用途 | |
| 總長/cm | 間距/mm | |||
| 一、二等標準玻璃線紋尺 | 200 100 | 1 | F6光學玻璃 | 檢定萬能工具顯微鏡等精密測長儀器 |
| 一、二等標準金屬線紋尺 | 1000 | 1 | 鎳鋼 (Ni的含量58%) | 檢定金屬尺、精密工具機、精密測長儀器,或裝在工具機上作標準件 |
| 三等標準金屬線紋尺(日內瓦尺) | 1020 | 一面為0.2mm,另一面為1mm | 不鏽鋼、鋅白銅銦瓦材料等 | 檢定水準標尺、鋼直尺及其他線紋尺 |
標準線紋尺的示值誤差
各種標準線紋尺的示值極限誤差見下表。
| 類型 | 示值極限誤差 | 檢定所用儀器 | |
| 標準玻璃線紋尺 | 一等 | (0.1+105L) | 雷射干涉比長儀 |
| 二等 | (0.2+1.5L) | 雷射干涉比長儀、光電比較儀 | |
| 標準金屬線紋尺 | 一等 | (0.1+0.4L) | 雷射干涉比長儀 |
| 二等 | (0.2+0.8L) | 光電比較儀 | |
| 三等標準金屬線紋尺(JJG71-1991) | 全長範圍0.05mm 任意100mm和10mm 0.02mm 任意1mm和0.2mm 0.01mm | 二等標準金屬、線紋尺、測長機、0.001mm讀數顯微鏡。溫度計、雷射干涉儀 | |
表中L為被測長度,單位為m。
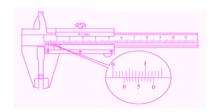
遊標卡尺
遊標卡尺是一種具有游標刻度的量具,由一根主尺和一根移動的副尺(游標)組成。用來測量零件或工件的內外直徑或厚度等,精密度可達0.02毫米。簡稱卡尺。
主要用途:可測量凹槽的寬度和深度、管的內徑和外徑以及零件的厚度(一般測量精度為0.1mm)。
結構特點:主要由主尺、游標尺、內測腳、外測腳和測深窄片組成。
 遊標卡尺
遊標卡尺操作要點:
(1)測物體內外徑或長度時,先把被測物體放在刀口處夾緊;
(2)再擰動游標尺上端的緊固螺母將游標尺固定;
(3)讀數時,先看清主尺上的數值,再讀出遊標尺上的數值。
實際套用:
(1)測量鋁板、玻璃的厚度和較細金屬絲的直徑;
(2)測量管壁的厚度和容器的深度等。
檢定方法
標準尺的檢定採用直接檢定法。
將工作標準尺直接放在水準尺上進行檢定的方法稱為直接檢定法。
這種方法誤差多來源於除讀數誤差,標準尺的檢定誤差外,還有工作標準尺的變形誤差,標準尺溫度側定誤差的影響等等。
測量原則
在長度測量中,測量過程就是將被測工件的尺寸與作為標準的紋線尺或量塊等尺寸進行比較的過程。測量裝置需要移動,由於測量裝置的導軌有製造和安裝誤差,因此測量裝置在移動過程中會產生方向偏差。
為了儘量減小這個偏差對測量結果的影響,1890年德國人阿貝提出了一個指導性的原則:“將被測物與標準尺沿測量軸線成直線排列。”
這就是阿貝原則 (又稱阿貝比長原則或阿貝測長原則)。意為被測尺寸與作為標準的尺寸應在同一條直線上,也就是說量具或儀器的標準量系統與被測尺寸應按串聯的形式排列。
阿貝原理的意義和套用可以通過標準尺與被測尺寸的兩種不同布置方案來說明。
套用
 標準尺
標準尺(1)標準尺可用於工業測量實驗室或近景攝影測量實驗室兩測墩間基線長度以及高差的精密測定,依所用測角儀器,精度可達 (0.02~0.01)mm;
(2)標準尺可用於車間內在線上3維工業測量控制網的建立,以用於批量大型工業部件孔群放樣等目的,控制網的形狀依需要設計,控制面積可達數百平方米;
標準尺(3)標準尺可套用檢定低級別標準尺(如低級水準尺和各類標尺),使用0.5''級儀器,檢定精度可控制在 0.1 mm以內;
(4)標準尺可套用於精密檢測地面上一組GPS接收機間的位置,可套用於多感測器集成系統各感測器間位置的檢測與放樣;
(5)標準尺還可用於豎直基線的精密測定;
(6)原則上,標準尺就是物方空間一種任意方位的已知長度(刻劃),交會條件許可時可套用於各類工程或工業測量。
套用意義
 尺寸測量
尺寸測量工業目標的測量精度要求常在亞mm級以至更高級別。西方國家近年推出的一系列工業測量儀器,如瑞士徠卡公司的5100A型3維工業測量系統和SMART 310型雷射跟蹤系統、美國API公司的Tracker Ⅱ型雷射跟蹤儀以及日本Keyence公司的LC系統和LK系統的雷射位移感測器等等,就是應對高精度、高速度的工業目標的檢測與放樣的需要而問世的。
標準尺這類新儀器設備或者能滿足大型工業目標的亞mm級精度要求,或者能滿足生產流水線上小型工業目標快速(如每秒1 000次的測量頻率)和高精度(如 5 m)的檢測要求。
對大型工業目標(如大型軍用天線、艦船螺旋槳、橋樑部件等),可使用3維工業測量系統以及在線上的電子經緯儀測角裝置。
標準尺 標準尺 標準尺 標準尺 標準尺 標準尺這時,其重要的技術環節是綜合利用標準尺的優越長度精度和儀器的優越測角精度,以能精密地測定某些邊長。值得注意的是:在短距離的工業測量中,現有的常規測量儀器,其測距精度並不與測角精度相匹配,前者遠低於後者。現有的常規測距裝置的“隨機加常數”達到 3 mm, 2 mm, 1 mm,ME5000型測距儀也有 0.20 mm。此等誤差在工業測量中常常是不可容忍的。以10 m的作業距離為例,對 0.5 mm的隨機加常數,其相對精度為1/20 000;對 1‘’的測角性能,其“相對精度”則可達1/20 000,兩者相差10倍。
相應地,綜合使用標準尺和精確的測角性能,則可使測邊精度達到很高的級別,並滿足工業測量的要求。
