
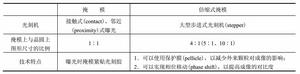
掩模版(mask)簡稱掩模,是光刻工藝不可缺少的部件。掩模上承載有設計圖形,光線透過它,把設計圖形透射在光刻膠上。掩模的性能直接決定了光刻工藝的質量。在投影式光刻機中,掩模作為一個光學元件位於會聚透鏡(condenser lens)與投影透鏡(projection lens)之間,它並不和晶圓有直接接觸。掩模上的圖形縮小4~10倍(現代光刻機一般都是縮小4倍)後透射在晶圓表面。為了區別接觸式曝光中使用的掩模,投影式曝光中使用的掩模又被稱為倍縮式掩模(reticle)。表1對這兩種掩模的不同之處做了對比。目前大型積體電路光刻工藝中使用的都是步進-掃描式光刻機(scanner),以及與之相配套的倍縮式掩模。在日常交流中,倍縮式掩模仍然被簡稱為掩模。
 掩模
掩模表1 掩模與倍縮式掩模之間的區別
掩模版的製作
掩模版本身也是一個維繫加工過程。它涉及曝光、顯影、刻蝕等工藝過程。掩模的曝光的用掃描雷射束完成的。經過曝光顯影后的鍍鉻玻璃板一般經過濕法酸腐蝕去除暴露的鉻層,從而形成掩膜圖形。這時傳統掩模版的製造過程。
倍縮式掩模的結構
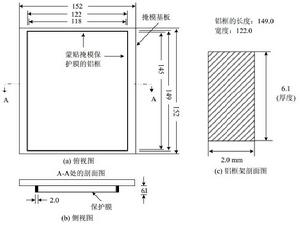
為了保證在不同型號光刻機之間的互用,掩模的結構和幾何尺寸都類似的。它的主體是一塊152mm*152mm(即)的高質量石英玻璃基板,其厚度是,如圖1(a)所示。石英玻璃對深紫外光(≤365mm)有很高的透過率,而且其熱膨脹係數只有0.5ppm/℃ (通常玻璃是9.4ppm/℃)。一個鋁合金製備的框架被安裝在玻璃基板上刻有圖形的一側,如圖1(b)所示。鋁合金框架高6.1mm、厚2mm,它用於蒙貼保護膜,如圖1(c)所示。掩模所有曝光的區域都必須在保護膜的覆蓋之下。外界和掩模的機械接觸都發生在鋁合金框架之外的部分。鋁合金框架側面開有通氣孔,以避免曝光、溫度變化時形成內外壓強差。
 掩模
掩模圖1 掩模結構示意圖(單位: mm)
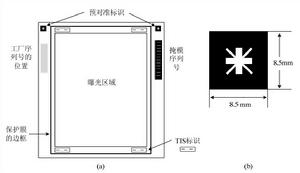
在鋁合金框架之外的區域還設定有預對準標識(pre-alignment marks)、掩模版的序列號(barcode)、工廠的序列號(reticle ID)、TIS標識(transmission image senor marks)等,如圖2所示。
 掩模
掩模圖2 掩模上的標識和掩模版預對準標識
近年來為了提高曝光解析度,開發出了相移掩模和光學鄰近效應校正掩模。這些掩模的製造工藝比傳統掩模複雜得多。
