
拔模的概念
拔模是對模具或鑄件的面做錐度調整。一個用於成型或鑄造的零件必須被正確設計和適當拔模,以便取出模具。拔模角被套用在一個擴展分型線相反的方向,如下圖所示。
 拔模
拔模模具拔模
拔模就是為了保證模具在生產產品的過程中產品能順利脫模,我們設計模具的時候有時就沒有設定拔模度,而是用我們手工拋光時候自然形成的斜度(很小)這樣也能保證脫模的。其實對於高精度零件,只要你模具型腔和型芯表面粗糙度小(用拋光或工藝磨床),不用拔模也能順利脫模的。當然頂桿設計也要合理。
確定拔模方向
在下圖中,通過杯形蛋糕這樣一個簡單的圖例來解釋什麼是拔模方向。注意到杯形蛋糕的底部已被拔模,按圖所示方向可以防止杯形蛋糕卡在盤中。相同的想法也被使用在塑膠製品中。它們必須被正確地拔模,否則可能會被周圍的模具卡住。為了在塑膠製品中使用拔模分析,需要先確定拔模方向。
拔模方向是塑膠件從模具中被頂出的方向。可以簡單地把它理解為一個杯形蛋糕遠離杯形蛋糕盤的方向。這個盤的頂部平面的方向就是拔模方向。拔模方向也可以比作“最小阻力方向”。貫徹這種思路,模具設計者能用儘可能少的材料設計出容易頂出塑膠製品的模具。這樣也有利於降低模具的成本,如圖所示,箭頭表示拔模方向。這個方向既可以是平面、面或表面的法向,也可以是所選的線、邊或軸的方向。
 拔模方向
拔模方向拔模斜度的設計
由於塑膠冷卻時出現收縮,會使塑件緊包在成型芯上。為了便於脫模,與脫模方向平行的塑件表面.都應設計合理的拔模斜度。
塑件的拔模斜度取決於塑件的形狀和壁厚以及塑膠的收縮率。斜度過小則脫模困難,會造成塑件表面損傷或破裂;但斜度過大也會影響塑件尺寸的精度,如下圖所示。在許可的情況下,斜度α應稍大,一般取α=30'~1.30'。
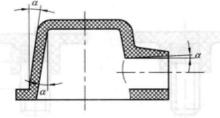 塑件的拔模斜度
塑件的拔模斜度若成型芯較長或型腔較深.則斜度應取偏小值;反之可選用偏大值。常用塑件的拔模斜度見下圖。
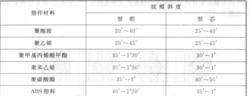 常用塑件的拔模斜度
常用塑件的拔模斜度