簡介
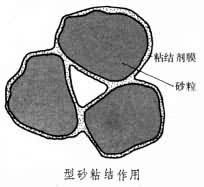
粘結劑和砂粒混合後包復砂粒成為粘結劑膜,使砂粒互相粘連起來(見圖),從而賦與砂型和型芯以足夠的強度,使其在搬運、組裝和澆注過程中不致變形和破碎。
 型砂粘結劑
型砂粘結劑簡史
中國古代鑄造所用泥型(古代稱為陶范)的基本材料是粘結能力很強的粘土。隨著技術的發展,泥型中夾有大量砂粒,並逐漸以砂子為主要材料,則粘土就成了粘結劑。粘土至今仍在廣泛使用。後來相繼出現各種無機和有機粘結劑,如植物油、松香、糊精、水玻璃及合成樹脂等。1943年德國J.克羅寧發明用酚醛樹脂作粘結劑製造薄殼砂型。1947年捷克斯洛伐克L.彼德熱拉用水玻璃作為型砂粘結劑,吹CO2氣體使其硬化,製成砂型和型芯。這兩種粘結劑的套用開闢了砂型和型芯以化學方式硬化的新途徑。化學硬化就是將少量硬化劑加入到某些有機或無機粘結劑中,通過它們之間的化學物理作用,達到使砂型和型芯在短時間內硬化的目的。化學硬化砂型澆出的鑄件尺寸精度、表面光潔度和生產率都大為提高,很快得到廣泛使用。自50年代後期起,各國陸續採用呋喃樹脂粘結劑,在加熱的芯盒中制芯1~2分鐘後,型芯即能硬化。
 型砂粘結劑
型砂粘結劑種類
型砂粘結劑按化學組成可分為無機粘結劑和有機粘結劑兩大類。主要的無機粘結劑有粘土、水玻璃和水泥、磷酸鹽等,其中以粘土、水玻璃套用較多。有機粘結劑主要有植物油、糖漿、糊精、羧甲基纖維素、松香、合脂、減壓渣油、瀝青、紙漿廢液、合成樹脂等,以植物油、合成樹脂套用較多。
粘土
使用最廣,用量最大的型砂粘結劑。粘土主要是由細小結晶質的粘土礦物組成,如高嶺石和蒙脫石等。粘土依含有的粘土礦物種類和性能的不同,主要分為普通粘土和膨潤土兩類。普通粘土通常又稱白泥,是由高嶺土類的粘土礦物組成,其中含Al2O3較多,耐火性較高的稱為耐火粘土。普通粘土多用於乾砂型。膨潤土主要是由蒙脫石類礦物組成,根據吸附的陽離子不同又可分為鈣膨潤土和鈉膨潤土。鈣膨潤土吸附的陽離子以Ca為主;鈉膨潤土吸附的陽離子以Na為主。膨潤土的濕態粘結力比普通粘土高,一般用於濕砂型。
型砂粘結劑水玻璃
常用的是矽酸鈉或矽酸鉀的水溶液。它們在液態時具有粘性,並在一定條件下能轉變成凝膠狀態,因而可用來作型砂或芯砂的粘結劑。以水玻璃為粘結劑的砂型和型芯中如吹入CO2氣體,只需幾秒到幾十秒鐘就能硬化。在水玻璃型砂中加入矽酸二鈣或有機酯,能使砂型和型芯自行硬化。水玻璃的價格低、無氣味,對環境污染少。水玻璃砂的潰散性差和舊砂回用較困難等問題,已開始得到解決。
植物油
最常用的有桐油、亞麻仁油等。主要用於配製芯砂,習慣稱為油砂。油砂的流動性好,硬化後強度高,澆鑄後潰散性好,適合製造形狀複雜、截面細薄的型芯,曾大量用於汽車、拖拉機、水暖器材等的鑄件生產。植物油的來源不足,價格較昂貴,而且需要長時間加熱才能硬化,多已被樹脂粘結劑所代替。
合成樹脂
常用的有酚醛樹脂、呋喃樹脂、異氰酸脂、尿脘樹脂等。用合成樹脂作粘結劑,一般應結合硬化方法加入適當的硬化劑。常用的硬化方法有 3種。①加熱硬化:以酚醛樹脂為粘結劑,用加熱的金屬模樣或芯盒製造薄殼砂型或型芯,或者以呋喃樹脂為粘結劑在加熱的芯盒中製造型芯,硬化速度快,生產效率高,鑄件的形狀和尺寸精度以及表面質量都很好。在大量生產的汽車、拖拉機等工業中被普遍套用。②氣霧硬化:以異氰酸酯、尿脘樹脂和酚醛樹脂為粘結劑,吹入胺類氣霧;或者以呋喃樹脂為粘結劑,混砂時加入過氧化物,吹入SO2氣體。用這種硬化方法可以使型芯在幾秒至30秒以內迅速硬化。型芯生產速度快,鑄件形狀和尺寸精度高,而且節省能源,在汽車、拖拉機工業和其他成批生產鑄件的工業中使用日益增多。③常溫自硬:以呋喃樹脂、甲階酚醛樹脂或異氰酸脂和有羥基的樹脂為粘結劑,同時在型砂中加入液體硬化劑,製成的砂型和型芯在常溫下放置可逐漸自行硬化。由於砂型和型芯不需要加熱烘乾,硬化後強度高,澆注後潰散性能好,鑄件表面質量好,可製造小型、中型及大型砂型和型芯,在工具機、礦山機械、動力機械、冶金機械等工業生產中使用較多
