
拉深
正文
變形程度很大時,拉深所需變形力可能大於已成形零件側壁的強度,而把工件拉斷。為了提高拉深變形程度以制出滿意的工件,常常把變形程度較大的拉深分為兩道或多道成形,逐步縮小直徑、增加高度(圖2)。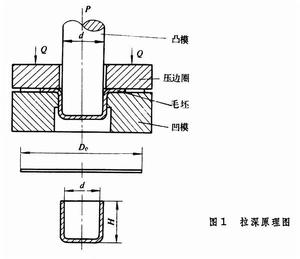 拉深
拉深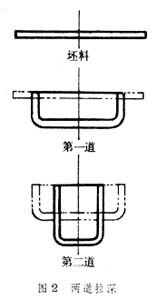 拉深
拉深拉深件各部位的厚度因受力不同有所不同。一般是底部中心厚度不變。底部周邊和側壁下部受拉力作用,厚度稍減少。側壁上部和平面法蘭部分受壓力作用,厚度稍增加。若拉深模與壓邊圈之間的間隙稍大於坯料的厚度,則製成的拉深件的壁厚基本上等於初始的板料厚度。如果拉深模與壓邊圈之間的間隙小於坯料的厚度,拉深件的側壁就會受模具間隙的作用而變薄,這種方式稱為變薄拉深。用變薄拉深法可以製成底厚、壁薄、高度大的零件,如深筒食品罐等。
拉深時板坯的法蘭部位變形抗力最大。為減少這個部位的抗力、加大變形程度和提高變形效率,在生產中可採用差溫拉深法。差溫拉深的原理是:在坯料變形區,即板坯法蘭部位加熱,降低拉深變形抗力;在傳力區,即筒壁下部和底部保持常溫,以保持抗拉強度,防止拉斷。用這種方法可以減少拉深次數,但需要耐高溫的模具,在鋼板拉深中套用尚少。此外,還可用橡膠、液體或氣體代替剛體的凸模或凹模對金屬進行拉深成形,即軟模拉深,其特點是可以提高拉深變形程度和節省模具費用。
