
簡介
 1.5×1000BC
1.5×1000BC折邊機為簡單的彎曲機,既可以是手動的,也可以是機動的。最簡單的方法是用有彎曲半徑的模型把鋼板牢
固地固定在工具機工作檯上。伸出的部分材料放在另一個工作檯上,該工作檯能沿彎曲半徑中心鏇轉。當活動工作檯上升時,它把不鏽鋼彎曲成所需的角度。很明顯,當進行彎曲時,不鏽鋼在工作檯上滑動。所以,為防止劃傷不鏽鋼,工作檯表面必須平滑。在實際加工過程中,通常用塑膠膜保護不鏽鋼表面。
運作原理
最簡單的方法是用有彎曲半徑的模型把鋼板牢固地固定在工具機工作檯上。伸出的部分材料放在另一個工作檯上,該工作檯能沿彎曲半徑中心鏇轉。當活動工作檯上升時,它把不鏽鋼彎曲成所需的角度。很明顯,當進行彎曲時,不鏽鋼在工作檯上滑動。所以,為防止劃傷不鏽鋼,工作檯表面必須平滑。在實際加工過程中,通常用塑膠膜保護不鏽鋼表面。
上樑片通常做成楔型以便形成間隙,這樣就可用適當形狀的坯料折成四邊形箱或槽。
折邊機曾經用於生產大範圍形狀簡單的不鏽鋼薄板製品,但是這些產品目前更多是用冷彎沖床生產。
主要結構
總體結構
| 設計的鋰離子動力電池自動摺疊封裝摺邊機的總體結構如圖1所示。 | 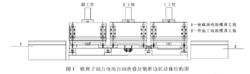 圖1 圖1 |
採用三工位鏇轉循環方式,即Ⅰ工位、Ⅱ工位和Ⅲ工位。圖1中元件1是完成後電池模具工裝,元件2是待加工電池模具工裝。將要進行封裝的鋰離子動力電池裝夾在待加工電池模具工裝中,即進入循環工作狀態。封裝完成後,鋰離子動力電池從模具工裝中退出,即可進入下一循環。
工位結構
1、Ⅰ工位結構及工作流程
| Ⅰ工位機械結構如圖2所示。 | 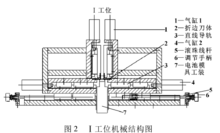 圖2 圖2 |
如需調整鋰離子動力電池到所需封裝尺寸,可以通過滾珠絲桿和調節手柄來進行調節。電池模具工裝一共有6個,利用這6個電池模具工裝可以組成不停的循環,從而達到循環工作的要求。另外,3個工位折邊刀體的折邊方式都是採用不同的角度。Ⅰ工位折邊刀體結構如圖3所示。
| Ⅰ工位的工作流程 | 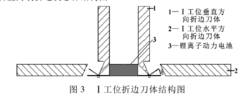 圖3 圖3 |
如圖3所示,Ⅰ工位的工作流程如下:
(1)當Ⅰ工位的垂直方向折邊刀體通過氣缸的壓力往下運動時,鋰離子動力電池被折起30°。
(2)由於氣缸的壓力作用,Ⅰ工位的垂直方向折邊刀體將會使得直線導軌往前運動。
(3)由於Ⅰ工位的水平方向折邊刀體的斜口刀體的作用,被折起30°的鋰離子動力電池折邊移動至水平狀態。
(4)在移動至水平狀態的同時,Ⅰ工位的水平方向折邊刀體退回,第一次折邊完成。
| Ⅱ工位機械結構如圖4所示。 | 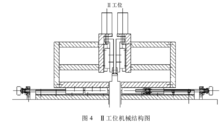 圖4 圖4 |
| Ⅱ工位折邊刀體結構如圖5所示。 | 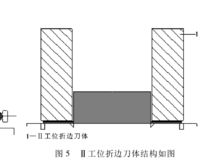 圖5 圖5 |
如圖5所示,進入Ⅱ工位後,Ⅱ工位的折邊刀體在氣缸壓力的作用下開始向下運動,同時由於刀體加熱溫度和氣缸壓力雙方面共同作用,鋰離子動力電池就封裝完成了。
3.Ⅲ工位結構及工作流程
| Ⅲ工位機械結構如圖6所示。 | 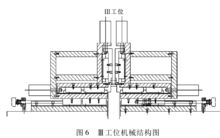 圖6 圖6 |
| Ⅲ工位折邊刀體結構如圖7所示。 | 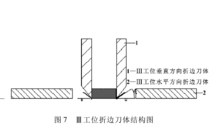 圖7 圖7 |
如圖7所示,Ⅲ工位的工作流程如下:
(1)Ⅲ工位的垂直方向折邊刀體往下運動,鋰離子動力電池將被再次折起30°。
(2)Ⅲ工位的水平方向折邊刀體往前移動,由於平口折邊刀體的作用,同時利用刀體加熱溫度和氣缸壓力,可以完成鋰離子動力電池的封裝和整形。
(3)鋰離子動力電池的封裝和整形完成後,鋰離子動力電池從模具工裝中退出,從而進入下一次循環。
操作規程
 雙向折邊機
雙向折邊機1.操作前要穿緊身防護服,袖口扣緊,上衣下擺不能敞開,不得在開動的工具機旁穿、脫換衣服,或圍布於身上,防止機器絞傷。必須戴好安全帽,辮子應放入帽內,不得穿裙子、拖鞋。
2.折邊工要經過一定的專業學習,要懂得本人所操作工具機的結構、性能和正確安裝模具的方法,才能單獨操作。
3.使用前加好潤滑油,並進行空車運轉二分鐘檢查。
4.啟動後要等運轉速度正常後才開始工作;同時觀察周圍人員動態,防止傷人。
5.不得超規格使用本工具機。
6.多人操作,應由一人指揮,工件翻身或進退時,兩側操作人員密切聯繫,動作一致。
7.不允許材料上有焊疤和較大毛刺,防止模具損壞。
8.工作完畢,切斷電源,做好工具機保養和環境打掃工作。
區分混淆
從所針對的產品材質上來說折邊機和折盒機是對塑膠產品的機械,折彎機是對金屬產品的機械.
從功能上來說折彎機與折邊機是對產品按一定的要求進行一定的彎曲處理的一種機械,而折折盒機是對產品進行壓痕處理的一種機械.折盒機是高頻機械的一種,是熱塑機械。
包裝工業
| 工業生產中,包裝機械是產業流水線上不可或缺的成份,下面是常見的幾種包裝機械。 |
