塑件分析
 結構示意圖
結構示意圖設計要點
1、脫模斜度。
設計脫模斜度的目的是便於塑件的脫模,避免在脫模過程中拉傷塑件表面,其大小取決於塑膠的收縮率。脫模斜度的取向要根據塑件的內外型尺寸而定。
塑件外形以型腔大端為準,尺寸要符合圖紙要求,斜度沿形狀減小方向。要求開模後塑件留在型芯上,塑件內表面的脫模斜度應小於外表面的脫模斜度。根據ABS 的性能,型芯的脫模斜度取1.5°。
2、加強筋。
為了使塑件與底殼便於裝配,並有一定的強度和剛度,同時又能避免因壁過厚而產生成型缺陷,在塑件內表面外側增設了多處加強筋,小端厚度0.6mm,並做1°斜度。
3、塑件尺寸公差與精度。
該塑件長98mm,寬43mm,最高13mm,其粗糙度值為Ra0.06!m。影響塑件公差的主要因素是: 模具製造誤差及磨損誤差,尤其是成型零件的製造和裝配誤差以及使用中的磨損、塑膠收縮的波動、注射工藝條件的變化、塑件的形狀和飛邊厚度的波動、脫模斜度及成型後塑件的尺寸變化。該塑件選用尺寸精度等級為6級,公差為GB/T14486- 93尺小公差數值。
設計方案
在設計手機面殼時,必須考慮成型時分型面的形狀和位置,否則無法用模具成型。因側向合模鎖緊力較小,故應將投影面積大的分型面放在動、定模的合模主平面上,而將投影面積較小的分型面作為側向分型面。
手機面殼注射模具的分型面選擇在塑件的大平面處。根據所用注塑機的工藝參數,如開模行程、注射壓力、裝模空間等決定將該產品用1 模1 腔的形式生產。
設計步驟
型腔設計手機面殼注射模設計採用嵌入式型腔結構。加工方法可採用普通機加工、數控工具機、電火花、電鑄成型等方法。將一個整體型腔嵌入到型腔固定板中,嵌入的型腔材料定模為SHD61,硬度為35HRC;動模為NAK80,硬度達40HRC。該結構廣泛套用於中小型塑件的模具中。
型芯設計型芯是用來成型塑膠塑件的內表面的成型零件。手機面殼注射模具中動模型芯採用鑲拼式型芯結構。目的是既可節省優質模具鋼,便於機加工和熱處理,又利於型芯冷卻和排氣。
分型設計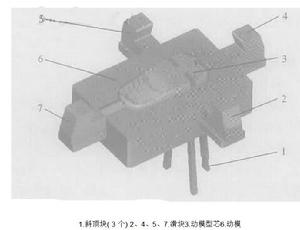 側向抽芯機構示意圖
側向抽芯機構示意圖( 1) 側向抽芯機構示意圖中2、4、5、7各為一個整體滑塊,將側向型芯固定在該滑塊上,利用滑塊上的斜面對產品外側面的凹坑( 結構示意圖中Ⅰ、Ⅱ、Ⅲ、Ⅳ處) 進行抽芯。經過充分考慮各項工藝參數,斜面與垂直面的傾斜角度確定為18°,既達到了抽芯目的,又確保了模具的整體結構合理。
( 2) 側向抽芯機構示意圖中設計有3 個斜頂塊,目的是成型塑件內側凹坑( 圖1 中Ⅰ、Ⅱ、Ⅳ處的內側面) 。將斜頂塊固定在頂桿固定板上,頂出時,斜頂塊隨著固定板一起運動,斜頂塊在向前運動的同時,也作側向移動,達到抽芯的目的。
斜頂塊採用優質合金材料,選用718 材料,並用經過調質處理的螺釘緊固在頂桿固定板上;通過對塑件結構的分析計算,斜頂塊傾斜角度為6°。這樣既保證了側向抽芯動作的順利完成,又使模具工作順暢,受力均勻。澆口設計
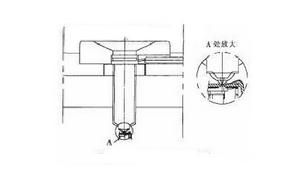 單點熱澆注口結構示意圖
單點熱澆注口結構示意圖採用熱唧嘴的主要優點是:
( 1) 無水口料,不需要後續加工,使整個成型過程完全自動化,節省工作時間,提高工作效率。
( 2) 壓力損耗小。熱澆道溫度與注塑機射嘴溫度相同,避免了原料在澆道內的表面冷凝現象,注射壓力損耗小。
( 3) 水口料重複使用會使塑膠性能降解,而使用熱流道系統沒有水口料,可減少原材料的損耗,從而降低產品成本。在型腔中溫度及壓力均勻,塑件應力小,密度均勻,在較小的注射壓力下,較短的成型時間內,注塑出比一般的注塑系統更好的產品。
( 4) 熱唧嘴採用標準化、系列化設計,配有各種可供選擇的噴嘴頭,互換性好。獨特設計加工的電加熱圈,可達到加熱溫度均勻,使用壽命長。導向設計
該模具選用標準模架CI2330,採用導柱和導套機構導向,導柱、導套的布置方式均為標準布置,有關尺寸及布置形式詳見模架資料。
冷卻系統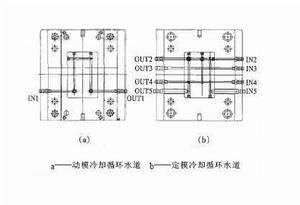 冷卻循環水道示意圖
冷卻循環水道示意圖動、定模冷卻水道孔徑採用!6mm 鑽頭加工。其冷卻循環示意圖如冷卻循環水道示意圖 所示,其中IN5~OUT5 通熱油,其餘通冷水,以加強冷卻。脫模設計
該模具塑件的頂出主要採用7 根φ3mm 的頂桿、3 根φ4mm 的頂桿以及15 根φ1.5mm 的頂桿頂出。為確保塑件在出模過程中不傾斜、不變形,頂出機構應設導向裝置,以保證頂出機構平穩。
另外,前面介紹的3 個斜頂塊抽芯機構除完成抽芯任務外,還兼有頂出塑件的功能。
工作過程
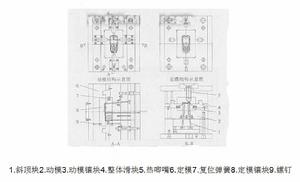 模具裝配示意圖
模具裝配示意圖