
信息
中文名稱:加強筋
英文名稱:stiffener;rib
定義:設於高大的桁材腹板、肘板上, 或管形構件壁上沿軸向布置的型材。主要用於增加結構的穩定性。
套用學科:船舶工程(一級學科);船體結構、強度及振動(二級學科)
名詞解釋
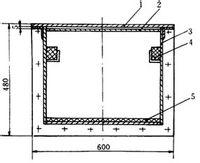 加強筋示意圖
加強筋示意圖在結構設計過程中,可能出現結構體懸出面過大,或跨度過大的情況,在這樣的情況下,結構件本身的連線面能承受的負荷有限,則在兩結合體的公共垂直面上增加一塊加強板,俗稱加強肋(在工程上念JIN筋),以增加結合面的強度。
舉例說明
 鋼板衝壓加強筋
鋼板衝壓加強筋例如廠房鋼結構的立柱與橫樑接合處,或是鑄鋼、鑄鐵件的兩垂直澆鑄面上通常都會設有加強肋。
在模具的結構上也有套用,使用加強筋能增加模具的使用壽命。 再如混凝土結構,樓板的局部預留洞口,在洞口的四周增加一定量的鋼筋,用來補強,這樣用來補強的鋼筋就稱做加強筋。
構件作用
注塑件中
 加強筋
加強筋為確保塑件製品的強度和剛度,又不致使塑件的壁增厚,而在塑件的適當部位設定加強筋,不僅可以避免塑件的變形,在某些情況下,加強筋還可以改善塑件成型中的塑膠流動情況。
為了增加塑件的強度和剛性,寧可增加加強筋的數量,而不增加其壁厚。
設計守則
加強筋(加強肋)在塑膠部件上是不可或缺的功能部分。加強筋有效地如“工”字鐵般增加產品的剛性和強度而無需大幅增加產品切面面積,但沒有如“工”字鐵般出現倒扣難於成型的形狀問題,對一些經常受到壓力、扭力、彎曲的塑膠產品尤其適用。此外,加強筋更可充當內部流道,有助模腔充填,對幫助塑膠流入部件的支節部分很大的作用。
加強筋一般被放在塑膠產品的非接觸面,其伸展方向應跟隨產品最大應力和最大偏移量的方向,選擇加強筋的位置亦受制於一些生產上的考慮,如模腔充填、縮水及脫模等。加強筋的長度可與產品的長度一致,兩端相接產品的外壁,或只占據產品部分的長度,用以局部增加產品某部分的剛性。要是加強筋沒有接上產品外壁的話,末端部分亦不應突然終止,應該漸次地將高度減低,直至完結,從而減少出現困氣、填充不滿及燒焦痕等問題,這些問題經常發生在排氣不足或封閉的位置上。
加強筋最簡單的形狀是一條長方形的柱體附在產品的表面上,不過為了滿足一些生產上或結構上的考慮,加強筋的形狀及尺寸須要進行改變。
加強筋的兩邊必須加上出模角以減低脫模頂出時的摩擦力,底部相接產品的位置必須加上圓角以消除應力集過份中的現象,圓角的設計亦給與流道漸變的形狀使模腔充填更為流暢。此外,底部的寬度須較相連外壁的厚度為小,產品厚度與加強筋尺寸的關係圖a說明這個要求。圖中加強筋尺寸的設計雖然已按合理的比例,但當從加強筋底部與外壁相連的位置作一圓圈R1時,圖中可見此部份相對外壁的厚度增加大約50%,因此,此部分出現縮水紋的機會相當大。如果將加強筋底部的寬度相對產品厚度減少一半(產品厚度與加強筋尺寸的關係圖b),相對位置厚度的增幅即減至大約20%,縮水紋出現的機會亦大為減少。由此引伸出使用兩條或多條矮的加強筋比使用單一條高的加強筋較為優勝,但當使用多條加強筋時,加強筋之間的距離必須較相接外壁的厚度大。加強筋的形狀一般是細而長,加強筋一般的設計圖說明設計加強筋的基本原則。留意過厚的加強筋設計容易產生縮水紋、空穴、變形撓曲及夾水紋等問題,亦會加長生產周期,增加生產成本。
設計方法
加強筋一般的設計
 加強筋
加強筋加強筋(加強肋)的最簡單的形狀是一條長方形的柱體附在產品的表面上,不過為了滿足一些生產上或結構上考慮,加強筋的形狀及尺寸須要改變成如以下的圖一般。(缺圖)
長方形的加強筋必須改變形狀使生產更容易 加強筋的兩邊必須加上出模角以減低脫模頂出時的摩擦力,底部相接產品的位置必須加上圓角以消除應力集過份中的現象,圓角的設計亦給與流道漸變的形狀使模腔充填更為流暢。此外,底部的寬度須較相連外壁的厚度為小,產品厚度與加強筋尺寸的關係圖a說明這個要求。圖中加強筋尺寸的設計雖然已按合理的比例,但當從加強筋底部與外壁相連的位置作一圓圈R1時,圖中可見此部份相對外壁的厚度增加大約50%,因此,此部份出現縮水紋的機會相當大。如果將加強筋底部的寬度相對產品厚度減少一半,相對位置厚度的增幅即減至大約20%,縮水紋出現的機會亦大為減少。由此引伸出使用兩條或多條矮的加強筋比使用單一條高的加強筋較為優勝,但當使用多條加強筋時,加強筋之間的距離必須較相接外壁的厚度大。加強筋的形狀一般是細而長,加強筋一般的設計圖說明設計加強筋的基本原則。留意過厚的加強筋設計容易產生縮水紋、空穴、變形撓曲及夾水紋等問題,亦會加長生產周期,增加生產成本。
產品厚度與尺寸的關係
除了以上的要求,加強筋的設計亦與使用的塑膠材料有關。從生產的角度看,材料的物理特性如熔膠的黏度和縮水率對加強筋設計的影響非常大。此外,塑膠的蠕動(creep)特性從結構方面來看亦是一個重要的考慮因數。例如,從生產的角度看,加強筋的高度是受制於熔膠的流動及脫模頂出的特性(縮水率、摩擦係數及穩定性),較深的加強筋要求膠料有較低的熔膠黏度、較低的摩擦係數、較高的縮水率。另外,增加長的加強筋的出模角一般有助產品頂出,不過,當出模角不斷增加而底部的闊度維持不變時,產品的剛性、強度,與及可頂出的面積即隨著減少。頂出面積減少的問題可從在產品加強筋部份加上數個頂出凸塊或使用較貴的扁頂針得以解決,同時在頂出的方向打磨光潔亦有助產品容易頂出。從結構方面考慮,較深的加強筋可增加產品的剛性及強度而無須大幅增加重量,但與此同時,產品的最高和最低點的屈曲應力(bending stress)隨著增加,產品設計員須計算並肯定此部份的屈曲應力不會超出可接受的範圍。
從生產的角度考慮,使用大量短而窄的加強筋比較使用數個深而闊的加強筋優勝。模具生產時(尤其是首辦模具):加強筋的闊度(也有可能深度)和數量應儘量留有餘額,當試模時發覺產品的剛性及強度有所不足時可適當地增加,因為在模具上去除鋼料比使用燒焊或加上插入件等增加鋼料的方法來得簡單及便宜。
增強塑膠件強度的方法
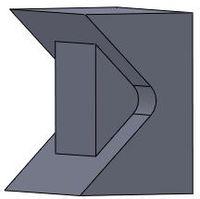
以下是加強筋被置於塑膠部件邊緣的地方可以幫助塑膠流入邊緣的空間。
置於塑膠部件邊緣地方的加強筋
不同材料的設計要點
ABS
減少在主要的部件表面上出現縮水情形,肋骨的厚度應不可是相交的膠料厚度的50%以上,在一些非決定性的表面肋骨厚度可最多到70% 。在薄膠料結構性發泡塑膠部件,肋骨可達相交面料厚的80%。 厚膠料肋骨可達100%。肋骨的高度不應高於膠料厚的三倍。當超過兩條肋骨的時侯,肋骨之間的距離應不小於膠料厚度的兩倍。肋骨的出模角應介乎單邊至以便於脫模容易。
ABS加強筋的設計要點
PA
單獨的肋骨高度不應是肋骨底部厚度的三倍或以上。在任何一條肋骨的後面,都應該設定一些小肋骨或凹槽,因肋骨在冷卻時會在背面造成凹痕,用那些肋骨和凹槽可以作裝飾用途而消除縮水的缺陷。
PBT
厚的肋骨儘量避免以免產生氣泡,縮水紋和應力集中。方式的考慮是會限制了肋骨尺寸。在壁厚於3.2mm (1/8 in) 以下肋骨厚度不應超過壁厚的60%。在壁厚超過3.2mm的肋骨不應超過40%。肋骨高度應不超過骨厚的3倍。肋骨與膠壁兩邊的地方以一個0.5mm(0.02 in) 的R來相連線,使塑膠流動暢順和減低內應力。
PC
一般的肋骨厚度是取決於塑膠流程和壁厚。若很多肋骨套用於補強作用,薄的肋骨是比厚的要好。PC肋骨的設計可叄考下圖PS的肋骨設計要點。
PS
肋骨的厚度不應超過其相接壁厚的50%。經驗告訴我們違反以上的指引在表面上會出現光澤不一現象。
PS置於中位的肋骨設計要點 PS置於邊位的肋骨設計要點
PSU
肋骨是可以增強了產品的撞擊強度和利用最經濟的成本達致有效的結果。不良的設計是會使表面有收縮痕和非期望的撞擊強度。
