
結構及分類
度盤的材料用金屬的稱為金屬度盤,用玻璃材料製成的為玻璃度盤或稱光學度盤。除個別低精度儀器外,現代的經緯儀中套用金屬度盤的已經越來越少了,而普遍採用的是玻璃度盤,這是光學工藝發展的結果,特別是度盤製造中普遍採用了照相複製鍍鉻工藝,使得製造玻璃度盤的效率提高,成本降低,而且度盤刻線精度還可以通過母盤的選擇得到保證。
在刻劃面的全圓周上刻有等間隔的分劃線。度盤上相鄰格線對於度盤中心的夾角稱為度盤格值。格值的大小根據儀器的精度高低有所不同,精度高的儀器,格值小些,如用於一、二等三角測量的J07級儀器,水平度盤格值為4',三、四等三角測量用的J2級儀器為20',地形測量用的J6級儀器一般為60'。我國生產的儀器都是採用“60分制”,即全圓360°,1°=60′,1'=60″。
從製造及裝校的觀點來看,在讀數精度要求相同的情況下,小格值的度盤比較有利。這一原則同樣適用於用顯微鏡測微器和光學測微器為讀數裝置的儀器中,它可以降低對測微機構中零件的要求,同時可以簡化讀數方法。但是,由於格值減小將使度盤刻線數罷增加。顯然,這對刻度工藝是不利的。對於皮盤格線的位置精度而言,盤度直徑大一些是有利些。但是,從另一角度看,度盤直徑的大小,在很大程度上決定了儀器的體積和重量。
金屬度盤
金屬度盤上的刻線是刻在銀合金環的表面,而銀合金環是鑲嵌在銅合金的圓盤上,由於銀層比較緻密,可以刻出粗細為0.01毫米的格線,但銀層比較軟,而且使用部位是在銀層內圓的尖口處,與游標幾乎接觸,在使用過程中,一不小心弄上灰砂等物,容易把度盤擦壞,在維修過程中更應加倍注意,嚴防碰壞。度盤上有髒物及氧化層,在清潔時要細心。用料一定要純淨,揩擦用力要均勻,且不能過大。萬一度盤有碰缺口的現象,可以採用銀錫合金(純銀亦可),用一般電烙鐵進行焊補,然後進行磨平和加補刻線,這都是些精細的手工活,宜邊試邊乾。
光學度盤
光學度盤-玻璃度盤,一般用光學玻璃或優質的窗戶玻璃製成,對玻璃質量要求比較高,透明度要好,各部分結構應均勻,內應力要小,加工的平面性及兩個面的平行性均有一定的要求,一般平行性容許偏差為5″-10″。表面光潔度要求很高,用放大100倍的顯微鏡檢查,在分劃部位不能有可察覺的條痕及斑點等。所以在使用和維修過程中,要特別注意防止碰撞和擦傷。在擰度盤固定螺絲時,用力不要過大而且要均勻,不然會引起度盤出變形,甚至碎裂。
刻度方法
直刻法
在圓刻線機上用合金刀或金鋼石刀直接在度盤上進行刻度,然後對刻度進行著色,此法可以刻出較細的分劃線,線粗可達2-3微米,即0.002-0.003毫米,這么細的刻線,又要在刻線中填入塗料是不容易的,即算刻線較粗,填入的塗料也是容易擦掉的,所以在清潔度盤時要注意,不能用過多的酒精、汽油等溶液去清洗。絕大多數的金屬度盤均是直刻的。
刻保護層法
刻刀直接在度盤上刻,特別是在玻璃度盤上刻,刀尖很容易磨損,造成度盤刻線粗細不均勻,人們在生產實踐中改為在度盤上塗一薄薄的保護層,如瀝青、地臘等。同樣將帶有保護層的度盤裝在圓刻線機上,刻刀只需刻破保護層,使刻線部分的度盤露出來,然後用腐蝕劑將刻線腐蝕出來(玻璃度盤可用氫氟酸,銀質度盤可用硝酸等進行腐蝕),再對腐蝕的分劃線著色。但這並沒有解決刻線中的塗料易擦掉的問題,如北光廠在1970年前生產的“紅旗Ⅱ號”經緯儀,度盤是採用腐蝕著色的,分劃線內的塗料容易擦掉,而且重新著色相當團難,清潔度盤時需注意。
印相複製法
此法基本原理同一緞的人像照片複印一樣的,將待覆制的度盤清潔處理後,在待刻面流布薄薄一層感光膜(分有底層和無底層兩種),烘乾後與底板(有分劃線的母盤)緊貼進行曝光,然後顯影、定影,有底層感光膠的度盤複製到此即告完成。為了防止帶有刻線的感光膠層被擦壞,在膠層上加蓋一圈保護玻璃,這樣複製度盤比上述方法快而省,但要求感光膠層透明度高,放大100倍檢查,不能有髒點,這是不易做到的,加之由感光形成的度盤分劃線,日久後慢慢褪色,以致讀數困難,沙漠拉紀廠出的J6級經緯儀“4150型”、西德的芬奈廠出的平板儀,其度盤均為有底層印相複製的,清潔維修時要特別注意,清潔液刁;能滲入度盤與保護玻璃圈的膠合部位,否則度盤將造成報廢。無底層印相真空鍍鉻法複製度盤,原理同前,不過感光膠層不同,這種感光膠的特點是感光部分硬化,而未感光的分劃線部分在顯影時被顯影液溶解掉,形成待覆制度數只有分劃線(包括分劃線端的數字註記)部分暴露在外,其餘部分均被硬化的感光膠層所保護,經檢查後進行真空鍍鉻,然後用硝酸鹽溶液將其硬化的感光膠層清洗掉。由於鉻粒子與玻璃附著力很強,因而度盤上留下的分劃線和註記不易脫落。不難理解這種劃分線是凸起的,不象上述兩種方法度盤分劃線是凹下去而且還需著色。為了使用和維修上的方便,這種鍍鉻度盤一般亦加一保護玻璃圈。
上述第二種刻保護層的辦法,刻好的度盤亦可不用腐蝕劑腐蝕出分劃線,而採用真空鍍鉻的方法。我國生產的儀器都是採用刻保護層真空鍍鉻或者印相真空鍍鉻,後者是一種多、快、好、省的刻度方法。
誤差原因措施
產生度盤分劃線誤差的原因可以歸納為如下三個方面:
待刻度盤固定位置不正確;
圓刻線機本身的誤差;
外界條件的影響(如環境的震動,溫度變化等)。
1.待刻度盤固定位置不正確;
2.圓刻線機本身的誤差;
3.外界條件的影響(如環境的震動,溫度變化等)。
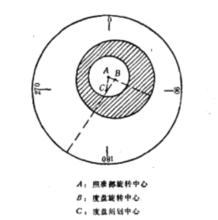
度盤偏心差
度盤刻劃線的幾何中心稱為度盤的刻線中心,而度盤鏇轉軸的中心稱為度盤的鏇轉中心,在理論上要求兩者重合,但是由於製造或裝配的誤差,使它們不能完全重合,此不重合偏差稱為度盤偏心差;度盤的鏇轉中心在製造時也因為有誤差而和照準部的鏇轉中心不重合,稱為度盤轉軸偏心差,因此照準部鏇轉中心與度盤刻劃中心也將不重台,此不重合偏差稱為照準部偏心差。在經緯儀水平度盤的一個位置上讀數,這三個中心不重合,就會在讀數中引入誤差。在大多數經緯儀中,水平度盤是可以單獨鏇轉的,這樣,照準部偏心差就隨度盤位置的不同而改變,在某一個位置照準部偏心差將達到最大值。
 度盤
度盤刻劃線的誤差
對於單個度盤零件而言,刻劃線誤差自然是對於其刻劃中心而言的,但是,裝在儀器上的度盤,其刻劃線的誤差應當是對於其工作中心的,度盤的工作中心有時就是度盤的鏇轉中心(例如許多經緯儀的豎直度盤),有時卻是讀數設備照準部的鏇轉中心(例如經緯儀的水平度盤)。
度盤刻劃線對其工作中心的方向誤差稱為度盤的分劃誤差,把所有分劃誤差順序排列起來或者把它們展繪在坐標紙上,我們將發現它們是有規律可找的,其中有系統誤差,也有偶然誤差,在系統誤差中,有重複周期長的(周期在幾十度以上),也有重複周期短的(周期自幾十分至幾度),前者被稱為長周期誤差,後者被稱為短周期誤差,為了研究問題的方便,我們把度盤自0°-360°作為一個大周期來看待,而認為度盤的分劃誤差就是一個以360°為周期的函式。
度盤直徑誤差
度盤(或照準部)的偏心差有這樣的特點,相隔180°的兩分劃線(即直徑方向上的兩分劃線)偏心誤差的符號是相反的。因此,如果在直徑方向兩端各設定一個讀數設備,在直徑兩端同時讀數,然後取兩個讀數的平均值,那末在平均讀數值中就可以消除度盤偏心誤差的影響,這樣的讀數方法稱為雙面讀數。在雙面讀數的情況下不但偏心誤差即級數的一倍項可以被消除,而且級數中的所有奇倍項都可以被消除。在取對徑讀數的平均數時,讀數值受度盤劃分誤差的影響也為對徑分劃誤差的平均數,它被稱為直徑方向分劃平均誤差,一般簡稱為直徑誤差。
直徑系統誤差與直徑偶然誤差合起來就稱為直徑全誤差,在度盤刻制中,往往用控制直徑全誤差最大值的方法來保證度盤的刻劃精度。在現有刻度工藝條件下,高精度度盤的直徑全誤差最大值可以不超過±1″,直徑偶然誤差的最大值不超過±0.5″。
度盤的精度指標也經常用直徑全中誤差來表示,它是直徑全誤差的中誤差,在數值上約為直徑全誤差的40-60%。
